Montáž pístu, ojnice a ložiska
Speciální nářadí
| • | EN 8037 Přípravek na stlačení pístních kroužků |
| • | EN 43690-A Nástroj pro kontrolu vůle v ojničním ložisku |
| • | EN 46121 Sada vodicího čepu ojnice |
| • | EN 48589 Rotační objímka na klikový hřídel |
Rovnocenné nářadí ve Vašem regionu vyhledejte v Speciální nářadí .
Postup montáže pístu a ojnice
- Stěny válců, pístní kroužky a plášť pístu bohatě namažte motorovým olejem.
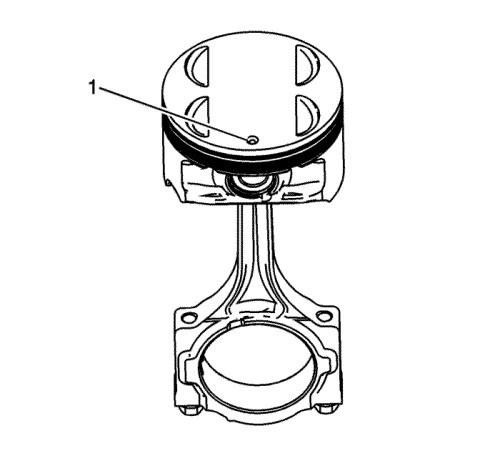
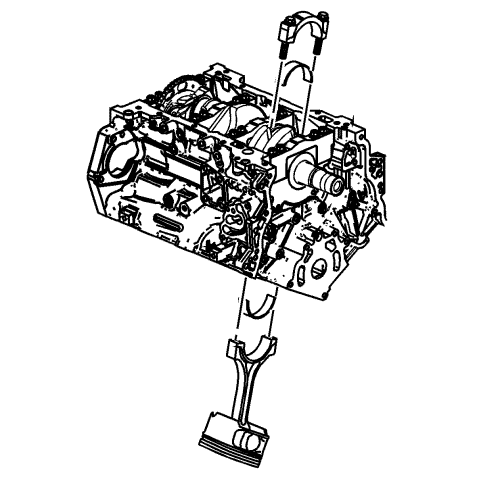
Poznámka: Píst je směrový a musí být do bloku motoru namontován ve správném směru. Bod v horní části pístu musí směřovat k přední části motoru.
- Vyberte pro každý válec montážní celek pístu s ojnicí se správným číslem. Bod (1) označující správnou orientaci pístu je umístěna na horní části pístu.
Poznámka: Pokud byla ložiska ojnice použita v pracujícím motoru, musíte je při montáži vyměnit za NOVÁ ložiska.
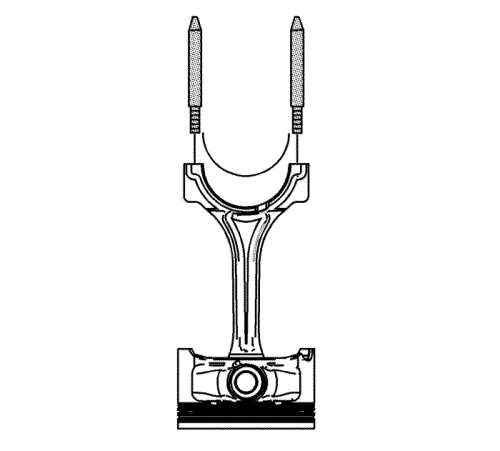
- Na ojnici namontujte ojniční ložisko.
- Namontujte sadu kolíků EN 46121 do otvorů pro šrouby v ojnici.
- Stlačte pístní kroužky pomocí přípravku EN 8037 nebo podobným způsobem.
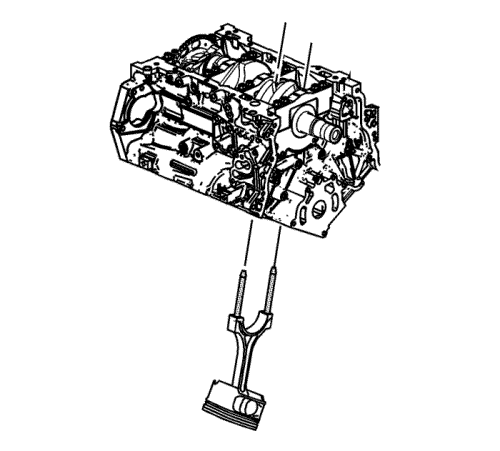
Poznámka: Při montáži pístů a ojnic je nutné zachovávat extrémní opatrnost, aby ojnice nepoškodila plochu vrtání válce, olejové trysky nebo povrchy klikového hřídele.
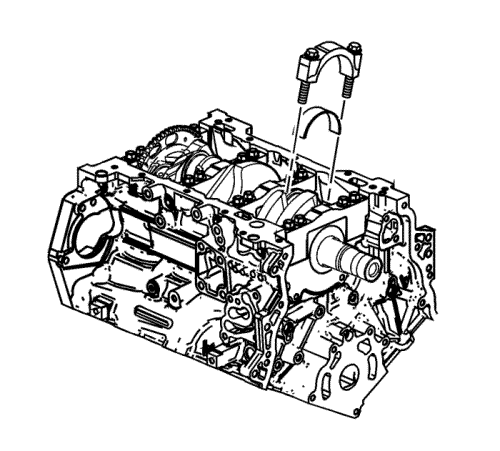
- Oběma rukama pomalu zavádějte montážní celek pístu s ojnicí shora do válce a zespodu přidržujte ojnici. NEDOVOLTE aby se dotkla stěny válce.
- Když se přípravek na stlačení pístních kroužků EN 8037 dotkne horní plochy bloku, jemně naklepejte píst do válce topůrkem kladívka. Naveďte ojnici na čep klikového hřídele s použitím sady vodicích trnů EN 46121 při jemném doklepávání pístu do válce plastovou paličkou.
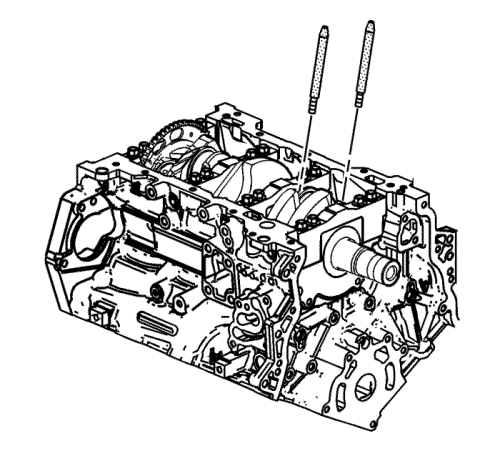
- Demontujte sadu kolíků EN 46121 z otvorů pro šrouby v ojnici.
Postup měření vůle ojničního ložiska - použití plastových měrek
Poznámka: Ojniční ložiska již použitá v motoru se NIKDY nemají znovu použít.
Před konečným sestavením je důležité zkontrolovat vůli v ojničních ložiskách.
- Položte dostatečnou délku plastického měřicího materiálu (pokojová teplota) napříč ložiskovým čepem ojnice.
- Do víka ojničního ložiska vložte pánvičku ložiska.
Poznámka: Ojnice nemá určený směr montáže, čili ozuby na ojničním ložisku mohou mířit ke středu motoru nebo ven.
- Namontujte víko na jeho původní ojnici a zajistěte aby ozuby byly vyrovnány na téže straně ojnice.
Upozornění: Viz kapitola Upozornění Sponky v části Předmluva.
Upozornění: Nemazejte NOVÉ šrouby ojnice. NOVÉ šrouby jsou ošetřeny mazivem na bázi grafitu. Pokud by se na šrouby ojnice naneslo mazivo, ovlivnilo by to při utahování šroubů ojnice na požadovaný moment upnutí. Nesprávné upnutí může způsobit poruchu komponentů a nadměrné opotřebení motoru.
Poznámka: Staré šrouby ojnice použijte POUZE pro měření vůle v ložisku.
- Namontujte šrouby do víka ojnice a utáhněte je momentem 30 N·m (22 lb ft).
- Uvolňujte šrouby ojnice, dokud nebude hodnota momentu nulová.
- Dotáhněte znovu šrouby ojnice.
Utáhněte šrouby ojnice momentem 25 N·m (18 lb ft).
Dotáhněte šrouby ojnice o dalších 110 stupňů pomocí měřiče EN 45059.
- Nechte sestavu nejméně 2 minuty usadit.
- Vyšroubujte šrouby víka ojnice.
- Vymontujte víko ojnice.
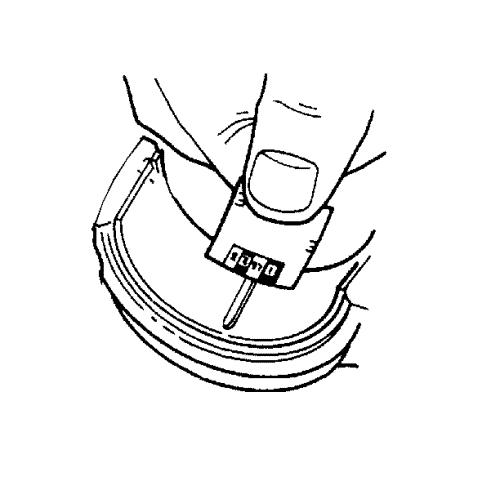
- Stanovte vůli ložisek ojnice porovnáním šířky zploštělého plastického měřicího materiálu v nejširším místě se stupnicí na nádobě s materiálem.
- Porovnejte výsledky měření se specifikacemi pro mechanické součásti motoru. Pokud nová ložiska nezajišťují správnou vůli vůči klikovému hřídeli, zkontrolujte následující:
| 11.1. | Změřte znovu čepy ojničních ložisek na klikovém hřídeli, zda mají správnou specifikovanou velikost, a ujistěte se, že jsou namontována správná nová ložiska. Pokud nemají ojniční čepy na klikovém hřídeli správnou velikost, vyměňte nebo přebruste klikový hřídel. Obrábění klikového hřídele je povoleno a k dispozici jsou ložiska podstandardní velikosti. |
| 11.2. | Znovu změřte průměr vývrtu ložiska ojnice a ověřte správnou velikost. Ojnice nelze obrábět a pokud je ojnice mimo rozsah specifikace, musí se vyměnit. |
- Očistěte plastický měřicí materiál z ložiskových čepů ojnice měkkým hadrem, který nepouští vlákna.
Postup měření vůle ojničního ložiska - použití nástroje EN 43690-A
Kontrolní nástroj EN 43690-A byl vyvinut jako přesnější metoda pro měření vůlí vůlí ložiska ojnice. Pokyny níže poskytují přehled o soupravě a jejím použití. Podrobnější informace viz instrukční listy k nářadí dodané výrobcem.
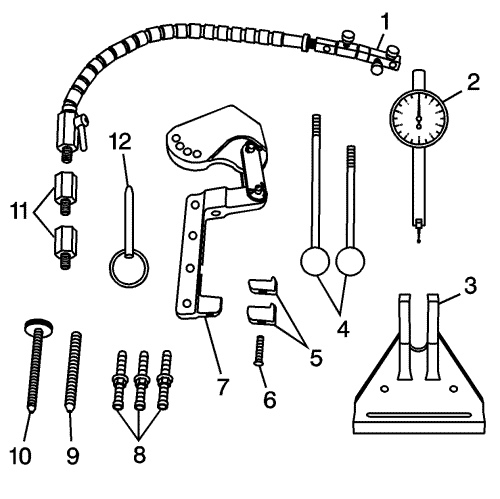
Kontrolní nástroj EN 43690-A
| • | EN 43690-20 otočná deska (1) |
| • | EN 43690-19 číselníkový úchylkoměr (2) |
| • | EN 43690-2 Stojánek (3) |
| • | EN 43690-5, -6 Držadlo (4) |
| • | EN 43690-10, -11 Podstavec (5) |
| • | EN 43690-1 Sestava otočného ramena (7) |
| • | EN 43690-3, -7, -8 Šrouby (8) |
| • | EN 43690-17, -18 Adaptér (11) |
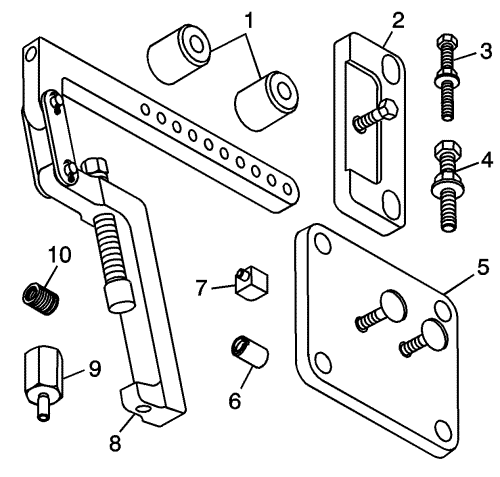
Souprava adaptéru EN 43690-A
| • | EN 43690-104 Rozpěrka (1) |
| • | EN 43690-105 Přídržná deska (2) |
| • | EN 43690-106 Přídržná deska (5) |
| • | EN 43690-102 Podstavec (7) |
| • | EN 43690-101 Sestava otočného ramena (8) |
| • | EN 43690-103 Adaptér (9) |
Poznámka: Ojniční ložiska již použitá v motoru se NIKDY nemají znovu použít.
Před konečným sestavením je důležité zkontrolovat vůli v ojničních ložiskách.
- Do víka ojničního ložiska vložte pánvičku ložiska.
Poznámka: Ojnice nemá určený směr montáže, čili ozuby na ojničním ložisku mohou mířit ke středu motoru nebo ven.
- Namontujte víko na jeho původní ojnici a zajistěte aby ozuby byly vyrovnány na téže straně ojnice.
Upozornění: Viz kapitola Upozornění Sponky v části Předmluva.
Upozornění: Nemazejte NOVÉ šrouby ojnice. NOVÉ šrouby jsou ošetřeny mazivem na bázi grafitu. Pokud by se na šrouby ojnice naneslo mazivo, ovlivnilo by to při utahování šroubů ojnice na požadovaný moment upnutí. Nesprávné upnutí může způsobit poruchu komponentů a nadměrné opotřebení motoru.
Poznámka: Staré šrouby ojnice použijte POUZE pro měření vůle v ložisku.
- Namontujte šrouby do víka ojnice a utáhněte je momentem 30 N·m (22 lb ft).
- Uvolňujte šrouby ojnice, dokud nebude hodnota momentu nulová.
- Dotáhněte znovu šrouby ojnice.
Utáhněte šrouby ojnice momentem 25 N·m (18 lb ft).
Dotáhněte šrouby ojnice o dalších 110 stupňů pomocí měřiče EN 45059.
- Otáčejte klikovým hřídelem, dokud čep a ojnice určené k měření nejsou v poloze 12 hodin.
Poznámka: Pro správný výsledek měření se klikový hřídel musí zajistit proti pohybu i otáčení.
- Pro montáž přídržné desky EN 43690-105 vyšroubujte šrouby hlavních ložisek klikového hřídele.
Poznámka: Nedovolte aby se šroub přídržné desky EN 43690-105 dotkl impulsního kotouče.
- Namontujte přídržnou desku EN 43690-105 a šrouby hlavních ložisek.
- Uvolňujte šrouby ojnice, dokud nebude hodnota momentu nulová.
- Dotáhněte znovu šrouby ojnice.
Utáhněte šrouby ojnice momentem 25 N·m (18 lb ft).
| 10.2. | Dokončovací operace |
Dotáhněte šrouby ojnice o dalších 110 stupňů pomocí měřiče EN 45059.
- Během montáže a po ní se ujistěte, že každý píst je správně umístěn a ve správném válci. Polohovací šipka na dnu každého pístu musí mířit k předku motoru.
- Opakujte tyto postupy u všech zbývajících sestav píst/ojnice s použitím nástrčkového klíče EN-48589 k otáčení klikovým hřídelem.
Závěrečný postup montáže ojnice
- Oddalte ojnici od čepu klikového hřídele za účelem namazání čepu ojničního ložiska.
- Naneste dostatečné množství maziva klikového hřídele nebo čistý motorový olej na ložiskový čep ojnice klikového hřídele. Pro doporučené mazivo viz Lepidla, kapaliny, maziva a těsnicí prostředky .
- Zaveďte ojnici na čep ojničního ložiska.
- Namontujte víko na jeho původní ojnici a zajistěte aby ozuby byly vyrovnány na téže straně ojnice.
Upozornění: Nemazejte NOVÉ šrouby ojnice. NOVÉ šrouby jsou ošetřeny mazivem na bázi grafitu. Pokud by se na šrouby ojnice naneslo mazivo, ovlivnilo by to při utahování šroubů ojnice na požadovaný moment upnutí. Nesprávné upnutí může způsobit poruchu komponentů a nadměrné opotřebení motoru.
Poznámka: NEPOUŽÍVEJTE znovu staré šrouby ojnice.
- Namontujte NOVÉ šrouby do víka ojnice a utáhněte je momentem 30 N·m (22 lb ft).
- Uvolňujte šrouby ojnice, dokud nebude hodnota momentu nulová.
- Dotáhněte znovu šrouby ojnice.
Utáhněte šrouby ojnice momentem 25 N·m (18 lb ft).
Dotáhněte šrouby ojnice o dalších 110 stupňů pomocí měřiče EN 45059.
- Během montáže a po ní se ujistěte, že každý píst je správně umístěn a ve správném válci. Polohovací šipka na dnu každého pístu musí mířit k předku motoru.
- Opakujte tyto postupy u všech zbývajících sestav píst/ojnice s použitím měřiče EN 45059 k otáčení klikovým hřídelem.
| © Copyright Chevrolet. All rights reserved |



