Upozornění: Při demontáži vložky válce a při montáži nové vložky válce blok válců ani vložku válce neochlazujte ani nezahřívejte. Ochlazení nebo zahřátí vložky válce nebo bloku motoru má za následek poškození motoru a demontáž vložky válce ani montáž vložky válce nové neusnadní.
Upozornění: Nepoškozujte čepy ojnic hřídele nebo kola reluktoru, jinak dojde k poškození motoru.
- Vymontujte píst a ojnici. Viz
Výměna pístu, ojnice a ložiska : LE5 nebo LE9 .
- Zkontrolujte stav pístu. Viz
Čištění a kontrola pístů, ojnic a ložisek : LE5 nebo LE9 .
- Otočte klikovým hřídelem tak, aby jeho protizávaží bylo na pravé straně a čep ojnice na straně levé, ne v ose vývrtu válce.
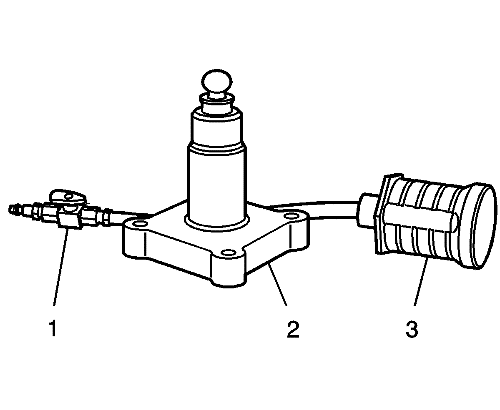
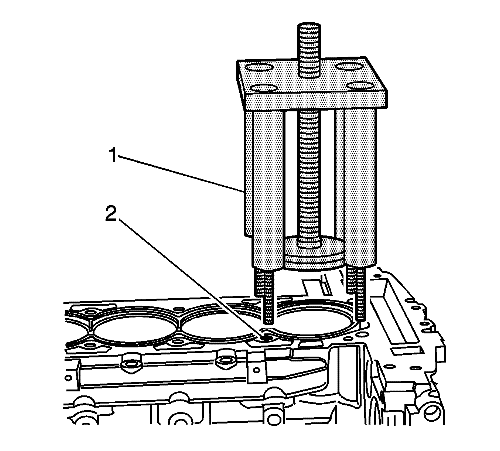
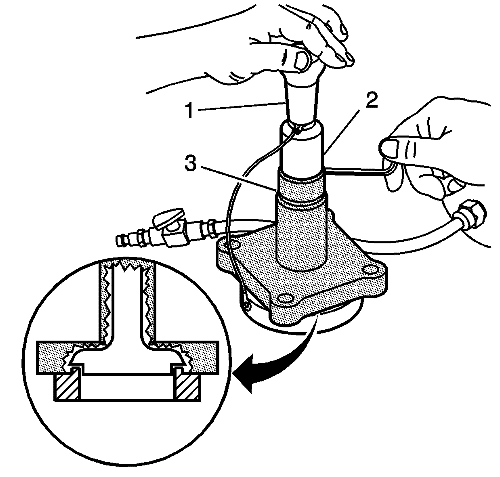
- Namontujte EN-45680-882 stahovák (1) vložek válců skrz vývrt válce.
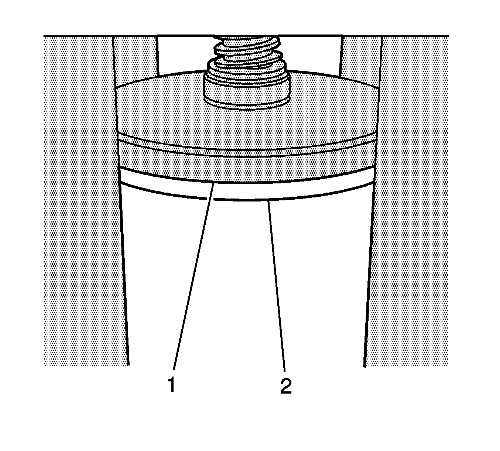
Upozornění: Zkontrolujte, zda je patka zarovnána do roviny se spodní částí vložky válce, aby nedošlo k poškození stahováku vložek válců.
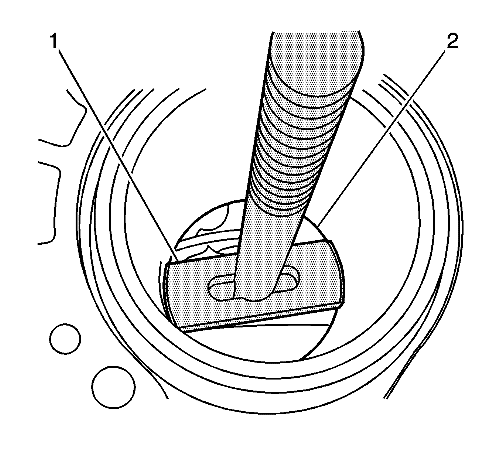
- Vyrovnejte botku (1) stahováku EN-45680-882 vložek válců se spodní částí vložky válce (2).
- Hřídel se závitem stahováku EN-45680-882 vložek válců držte směrem vzhůru, aby zůstalo zachováno vyrovnání patky se spodní částí vložky válce.
- Namontujte EN-45680-851 přípravek (4) na hřídel se závitem stahováku EN-45680-882 vložek válců a na blok motoru.
- Namontujte ložisko (3) a matici (1).
- Utáhněte matici (1) k ložisku (3).
Upozornění: Viz kapitola Upozornění Sponky v části Předmluva.
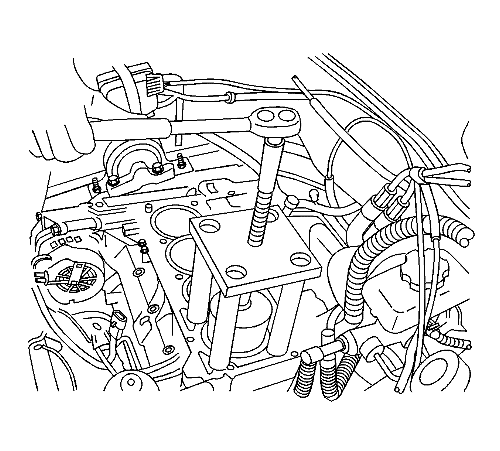
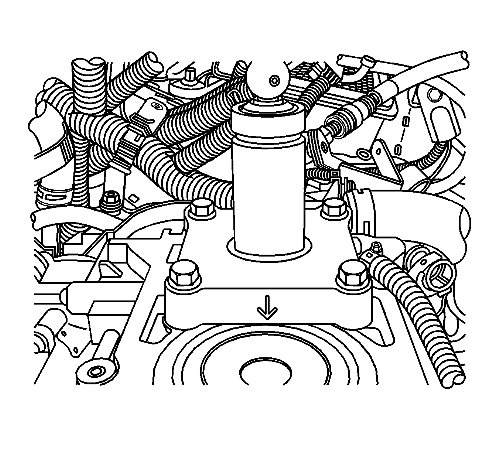
Poznámka: Jako šroubů k upevnění použijte 4 staré šrouby hlavy válců.
- Našroubujte a utáhněte 4 připevňovací šrouby (2) do otvorů pro hlavu válců v bloku motoru. Šrouby utáhněte momentem 15 N·m (11 lb ft).
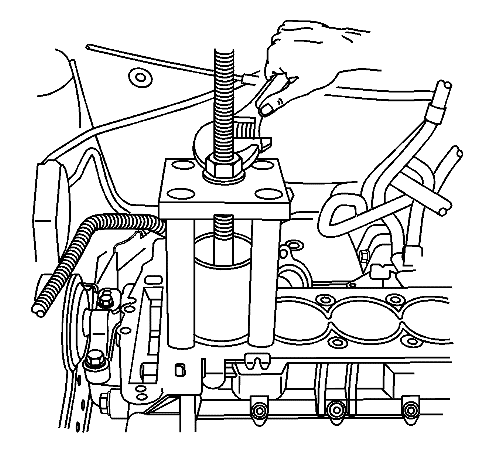
- Otáčením maticí ve směru hodinových ručiček vložku válce vytáhněte.
Upozornění: Nepoškoďte povrch bloku válců. Poškození povrchu bloku válců může mít za následek poruchu motoru.
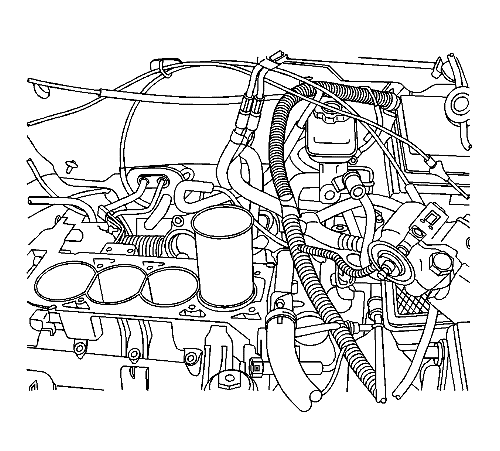
- Přípravek EN-45680-851, stahovák EN-45680-882 vložek válců a vložku válce odmontujte z bloku motoru.
- Vývrt válce v bloku motoru zkontrolujte ohledně trhlin a poškození. Jestliže jsou v bloku válců trhliny nebo je poškozen, vyměňte jej.
Upozornění: Při montáži nové vložky válce nepoužívejte na vložku válce ani na blok válců s vývrtem montážní pomůcky ani mazadla, aby nedošlo k poškození motoru. Tyto pomůcky a mazadla montáž nové vložky válce neusnadní.
Upozornění: Při demontáži vložky válce a při montáži nové vložky válce blok válců ani vložku válce neochlazujte ani nezahřívejte. Ochlazení nebo zahřátí vložky válce nebo bloku motoru má za následek poškození motoru a demontáž vložky válce ani montáž vložky válce nové neusnadní.
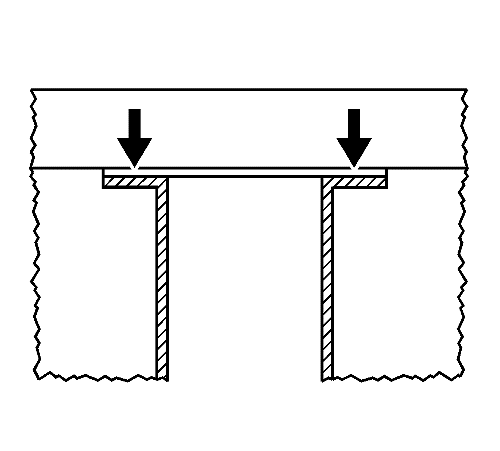
- NOVOU vložku válce položte na blok válců.
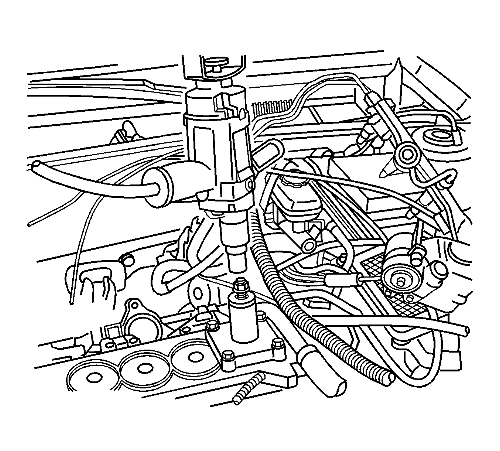
- Namontujte EN-45680-851 přípravek a montážní celek přípravku EN-45680-883 pro montáž vložek válců nad vložku válce na blok válců. Na vložku válce nevyvíjejte žádný tlak směrem dolů.
Poznámka: Jako šroubů k upevnění použijte 4 staré šrouby hlavy válců.
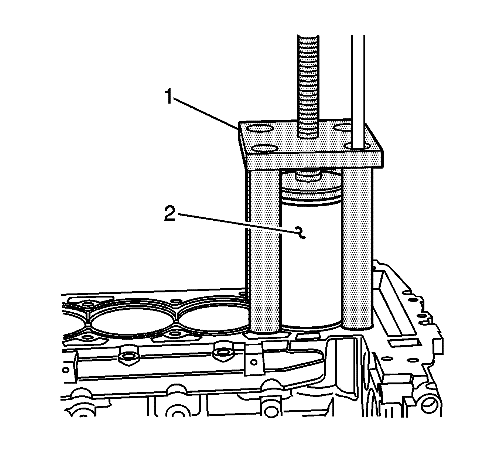
- Vložte 4 upevňovací šrouby do stojin EN-45680-851 přípravku (1). Na vložku válce (2) nevyvíjejte žádný tlak směrem dolů. Utáhněte 4 upevňovací šrouby momentem 15 N·m (11 lb ft).
- Vyrovnejte spodní část vložky válce (1) s vývrtem válce v bloku (2).
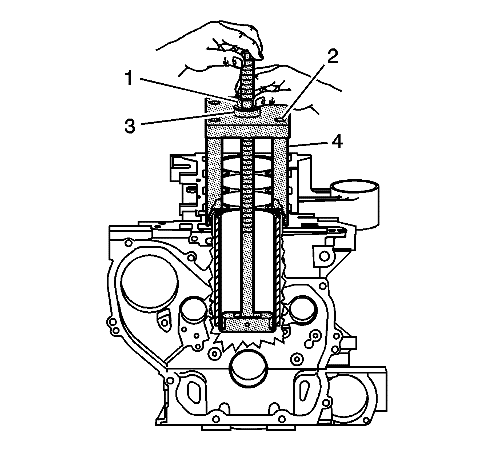
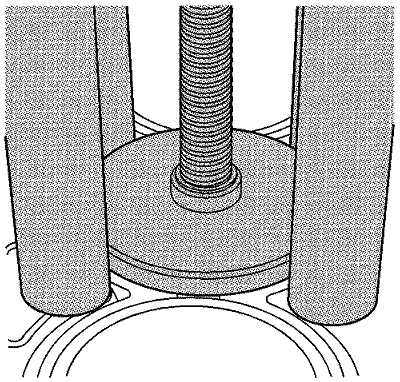
- Ustavte montážní trn (1) na horní stranu vložky válce (2).
- Vyrovnejte tlačný blok (2) přípravku EN-45680-883 pro montáž vložky válce do drážky přípravku EN-45680-851 (1).
Upozornění: K otáčení závitovým hřídelem přípravku pro montáž vložky válce v montážním celku přípravku nepoužívejte žádný elektrický nebo vzduchem poháněný nástroj, aby nedošlo k poškození vložky.
- Pomocí ráčny otáčejte závitovým hřídelem montážního celku přípravku EN-45680-883 pro montáž vložky válce a vložku válce tak zasuňte do bloku motoru.
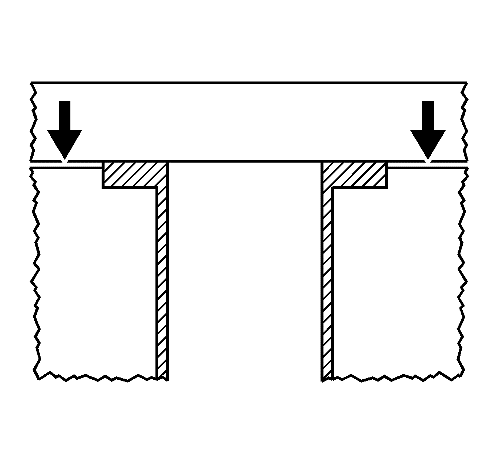
- Vložku válce nezasouvejte do bloku zcela. Ponechte přibližně 1,60 mm (1/16 palce) vložky válce nad povrchem bloku válců.
- Pomocí momentového klíče utáhněte závitový hřídel montážního celku přípravku EN-45680-883 pro montáž vložky válce momentem 102 N·m (75 lb ft), čímž vložku válce zcela usadíte do bloku válců. Je-li vložka válce řádně namontována, vyčnívá nad povrch plochy bloku minimální část příruby vložky válce.
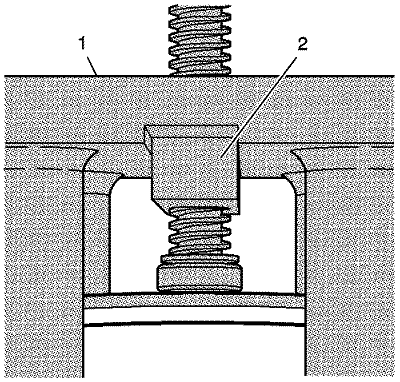
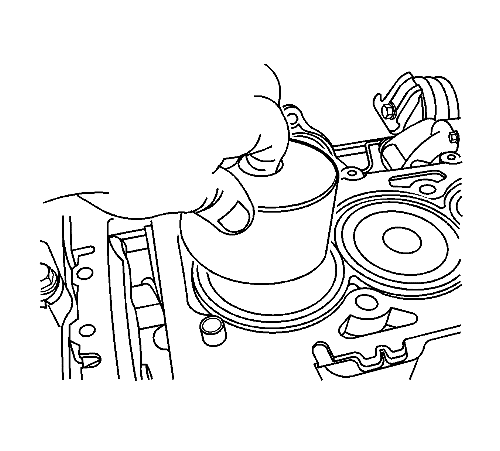
- Demontujte sestavu upínacího přípravku EN-45680-851 a montážního přípravku vložek válců EN-45680-883 (1) z bloku válců (2).
Upozornění: Neprovádějte vyvrtávání ani honování vložky válce. Vnitřní průměr (I.D.) vložky válce je zcela obroben a honován na předepsaný rozměr. Je expedován jako optimálně dokončený výrobek. Jakýkoliv pokus o úpravu tohoto továrního obrobení a povrchové úpravy dalším vyvrtáváním a honováním bude mít za následek poškození motoru a nadměrnou hlučnost nebo abnormální spotřebu oleje.
- Po namontování NOVÉ vložky válce (NOVÝCH vložek válce) do bloku motoru zarovnejte nadbytečný materiál z příruby vložky válce.
Upozornění: Zajistěte, aby veškeré kovové částice byly zachyceny, aby nedošlo k poškození vnitřních součástí motoru a ložisek.
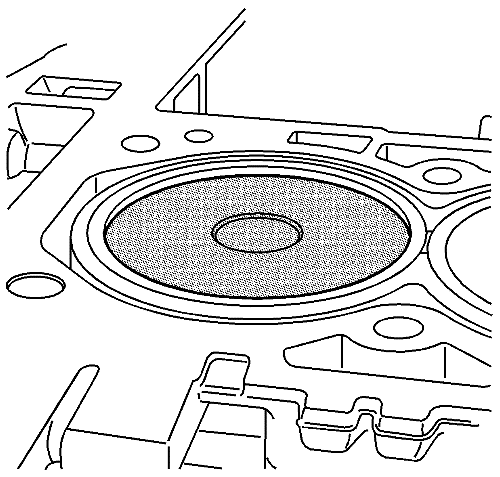
- Vložte zátku EN-45680-884 pro zachycování kovových třísek do vložky válce, na níž budete provádět zarovnání. Vrchní část nastavte přibližně 3,0 mm (0,12 palce) pod horní povrch vložky válce.
- Do všech ostatních vložek válců vložte další zátky EN-45680-884 pro zachycování kovových třísek.
Upozornění: Vložíte-li zátku pro zachycování kovových třísek hlouběji, než je doporučená hloubka, bude to mít za následek snížení výkonu podtlakového systému. Důsledkem snížení výkonu podtlakového systému bude vniknutí kovových třísek do motoru a následná porucha motoru.
Upozornění: Vložíte-li zátku pro zachycování kovových třísek nad doporučenou hloubku, bude to mít za následek poškození této zátky pro zachycování kovových třísek.
- Zajistěte, aby zátka EN-45680-884 pro zachycování kovových třísek byla 3,0 mm (0,12 palce) pod horním povrchem vložky válce.
- Zajistěte, aby na základní montážní celek EN-45680-861 zarovnávacího nástroje byl namontován správný vodicí trn zarovnávacího nástroje pro vývrt a správný nástroj na zkosení.
| • | Nástroj na zkosení EN-45680-881, vložka 88 mm |
| • | Vodicí trn EN-45680-885 zarovnávacího nástroje, vložka 88 mm |
Poznámka: Před použitím montážního celku nástroje na zarovnání musí být nastavena výška řezných břitů podle správné specifikace. Správná specifikace znamená, že příruba vložky válce musí být zarovnána v toleranci +0,02 mm (0,0008 palce) nad povrchem plochy bloku.
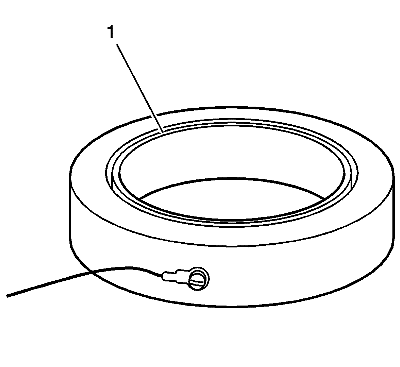
- Strana s drážkou kalibrovacího kroužku (1) na montážním celku EN-45680-886 měrného kroužku musí být umístěna směrem vzhůru na rovném povrchu.
Poznámka: Zajistěte, aby povrchy kalibračního kroužku EN-45680-882 byly čisté.
- Pečlivě ustavte montážní celek EN-45680-881 zarovnávacího nástroje na kalibrovací kroužek.
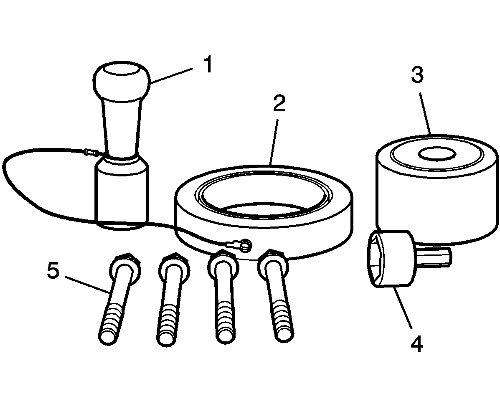
- Povolte šroub (2) objímky hřídele.
- Posuňte objímku (2) hřídele směrem dolů pomocí zařízení (1) pro vytvoření předpětí na zarovnávacím nástroji tak, až bude objímka hřídele polohována proti horní části ložiska (3) příruby.
Poznámka: Po provedení tohoto postupu již není třeba znovu nastavovat výšku montážního celku zarovnávacího nástroje EN 45680-881, dokud se břity neopotřebují nebo nepoškodí.
- Pomocí zařízení (1) pro vytvoření předpětí na zarovnávacím nástroji zatlačte směrem dolů na objímku a na vnitřní hnací hřídel a potom utáhněte šroub objímky hřídele momentem 19 N·m (14 lb ft).
- Umístěte montážní celek EN-45680-861 zarovnávacího nástroje na válec, na němž se má provést zarovnání. Směrová šipka musí směřovat v jedné linii s osou klikového hřídele a s přední částí bloku.
- Namontujte šrouby EN-45680-864 do děr pro šrouby hlavy válců v bloku a utáhněte je momentem 20 N·m (15 lb ft).
Upozornění: Pro zajištění správné funkce nástroje je třeba použít elektrickou vrtačku se sklíčidlem 1/2 palce, výkon 1 1/8 koně, 7 ampér, třístupňová redukce, otáčky 450-600 ot/min ve směru hodinových ručiček. Jestliže nepoužijete správnou elektrickou vrtačku, dojde k poškození vložky válce.
- Upevněte hnací adaptér EN-45680-866 do sklíčidla vrtačky.
Upozornění: Zkontrolujte, zda průtok hadice pro přívod vzduchu a průtok podtlakové hadice není zúžen zlomy nebo sevřením hadice. Zúžení hadice zlomy nebo sevřením může mít za následek únik kovových třísek z řezného nástroje všemi směry, což následně způsobí poškození motoru.
- Připojte přívod stlačeného vzduchu (75-125 psi) k vnější rychlospojce umístěné na montážním celku EN-45680-861 zarovnávacího nástroje. Ventil stlačeného vzduchu otočte do polohy Otevřeno. Tím se spustí podtlakový systém založený na principu Venturiho trubice. Tento systém zachycuje kovové třísky.
Poznámka: Provedení postupu zarovnání nesmí trvat déle než 15 sekund. Jestliže trvá déle, je třeba upravit řezný povrch nastavením polohy zarovnávacích břitů.
- Umístěte montážní celek hnacího adaptéru EN-45680-866 a vrtačky vertikálně na konec montážního celku zarovnávacího nástroje EN-45680-861 s hnacím adaptérem. Na vrtačku netlačte směrem dolů, dokud nedosáhne plných otáček. Po dosažení plných otáček tlačte postupně směrem dolů tak, aby řezná operace byla provedena za dobu přibližně 5 sekund.
- Sejměte montážní celek hnacího adaptéru EN-45680-866 (1) a vrtačky z montážního celku zarovnávacího nástroje EN-45680-861.
- ZAVŘETE ventil stlačeného vzduchu.
- Sejměte montážní celek EN-45680-861 zarovnávacího nástroje z bloku motoru.
- Otřete z vložky a jejího okolí veškeré zbytky prachu. Vyjměte zachytávač kovových pilin EN-45680-884.
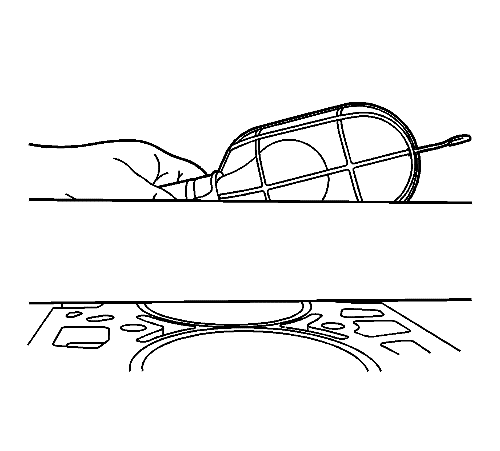
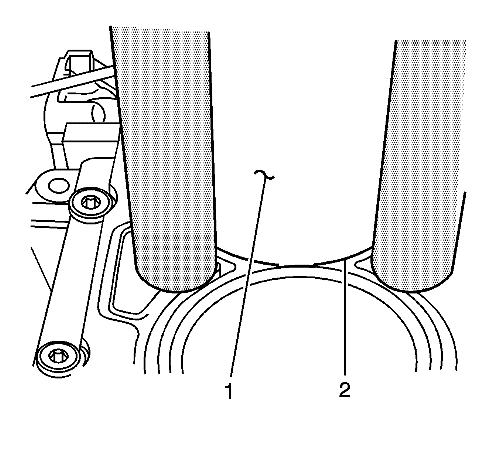
- Přiložte rovné pravítko na blok válců ve směru kolmém k ose klikového hřídele.
- Svítilnou osvětlete pozadí pravítka.
- Pohledem z přední strany pravítka zkontrolujte, zda je vidět světlo mezi spodní hranou pravítka a vrchem příruby vložky válce. Jestliže je světlo viditelné na jedné straně nebo na obou stranách vložky válce, znamená to, že vložka válce byla obrobena nesprávně a je třeba namontovat novou vložku válce.
- Pohledem z přední strany pravítka zkontrolujte, zda je vidět světlo mezi spodní hranou pravítka a vrchem povrchu plochy bloku válců. Jestliže je světlo vidět na obou stranách bloku válců, znamená to, že vložka válce je obrobena správně.
- Pokračujte další vložkou válce, která má být zarovnána, a opakujte kroky 10-19, bude-li třeba.
- Namontujte píst a ojnici. Viz
Výměna pístu, ojnice a ložiska : LE5 nebo LE9 .