Captiva |
||||||||
|
|
|
|||||||
| • | EN-45680-850 Souprava pro demontáž a montáž vložek válců |
| • | EN-45680-880 Souprava pro demontáž a montáž vložek válců |
Ohledně ekvivalentního regionálního nářadí podívejte se do Nástroje a vybavení : LE5 nebo LE9 .
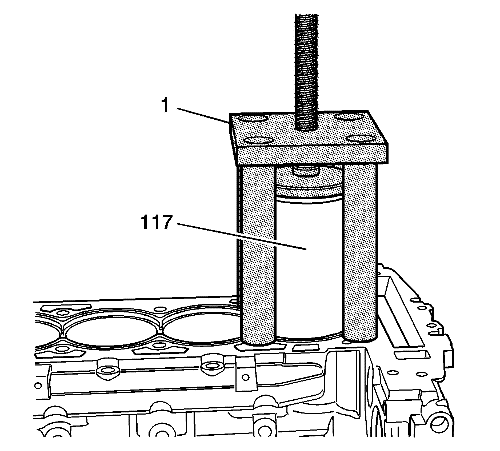
Upozornění: Při montáži nové vložky válce nepoužívejte na vložku válce ani na blok válců s vývrtem montážní pomůcky ani mazadla, aby nedošlo k poškození motoru. Tyto pomůcky a mazadla montáž nové vložky válce neusnadní.
Upozornění: Při demontáži vložky válce a při montáži nové vložky válce blok válců ani vložku válce neochlazujte ani nezahřívejte. Ochlazení nebo zahřátí vložky válce nebo bloku motoru má za následek poškození motoru a demontáž vložky válce ani montáž vložky válce nové neusnadní.
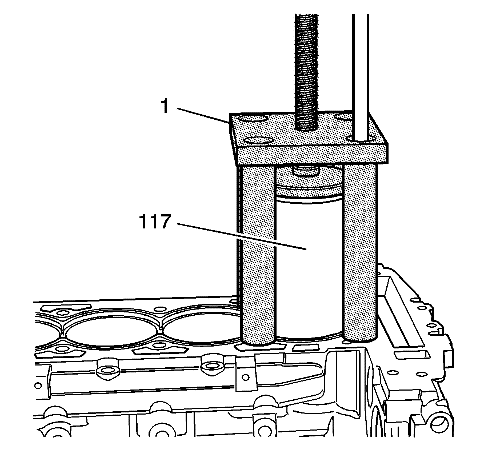
Poznámka: Jako šroubů k upevnění použijte 4 staré šrouby hlavy válců.
Upozornění: Viz kapitola Upozornění Sponky v části Předmluva.
Upozornění: K otáčení závitovým hřídelem přípravku pro montáž vložky válce v montážním celku přípravku nepoužívejte žádný elektrický nebo vzduchem poháněný nástroj, aby nedošlo k poškození vložky.
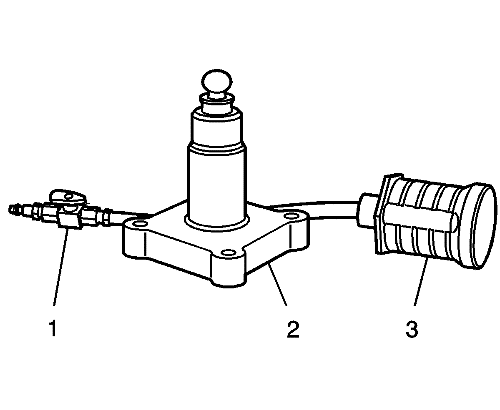
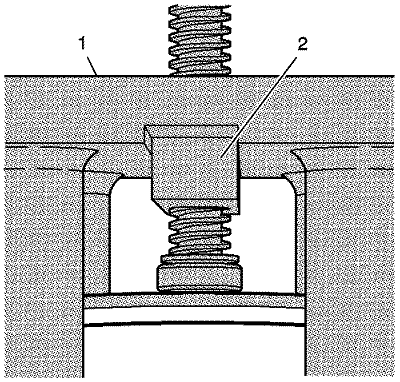
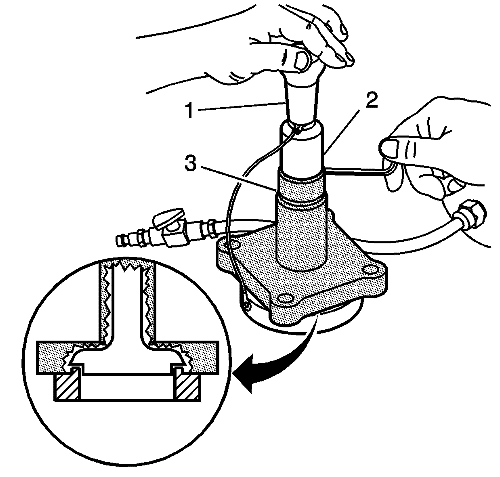
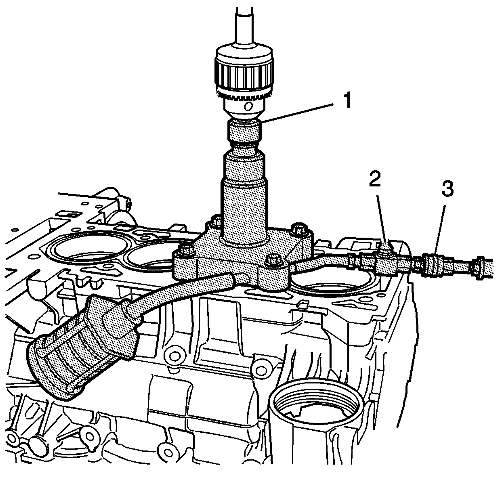
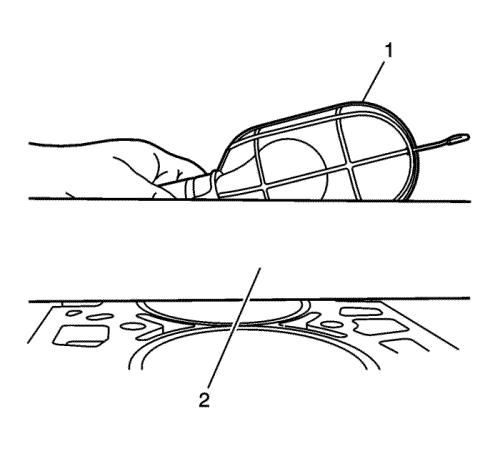
Montážní celek EN-45680-861 (2) zarovnávacího nástroje obsahuje nebo vyžaduje pro provedení zarovnání vložky válce motoru 2.4L, 88 mm následující prvky:
| • | Zařízení pro zachycení úlomků (3) s čističem EN-45680-865 |
| • | Vzduchový regulační ventil (1) |
| • | Elektrická vrtačka se sklíčidlem 1/2 palce, výkon 1 1/8 koně, 7 ampér, třístupňová redukce, otáčky 450-600 ot/min ve směru hodinových ručiček |
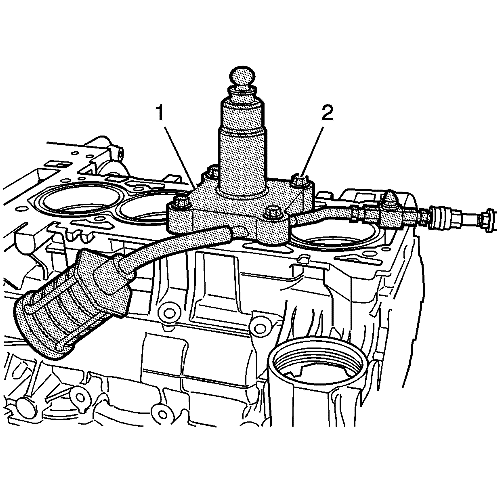
| • | Nástroj EN-45680-881 pro zkosení vývrtu |
| • | Vodicí trn EN-45680-885 nástroje pro zarovnání vývrtu |
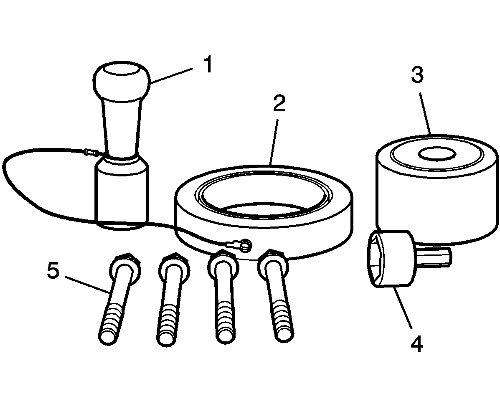
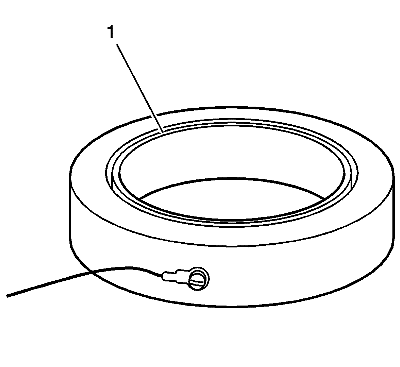
| • | Montážní celek EN-45680-886 měrného kroužku |
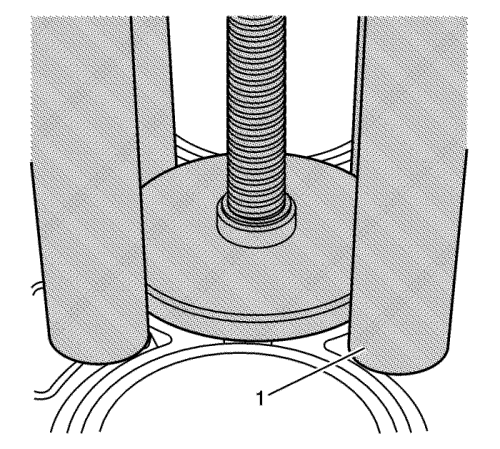
| - | Zařízení (1) pro vytvoření předpětí na zarovnávacím nástroji |
| - | Kalibrovací kroužek (2) |
| • | Zátka EN-45680-884 (3) pro zachycování kovových třísek |
| • | Adaptér pohonu EN-45680-866 (4) |
| • | Šrouby EN-45680-864 (5) |
Upozornění: Neprovádějte vyvrtávání ani honování vložky válce. Vnitřní průměr (I.D.) vložky válce je zcela obroben a honován na předepsaný rozměr. Je expedován jako optimálně dokončený výrobek. Jakýkoliv pokus o úpravu tohoto továrního obrobení a povrchové úpravy dalším vyvrtáváním a honováním bude mít za následek poškození motoru a nadměrnou hlučnost nebo abnormální spotřebu oleje.
Upozornění: Zajistěte, aby veškeré kovové částice byly zachyceny, aby nedošlo k poškození vnitřních součástí motoru a ložisek.
Upozornění: Vložíte-li zátku pro zachycování kovových třísek hlouběji, než je doporučená hloubka, bude to mít za následek snížení výkonu podtlakového systému. Důsledkem snížení výkonu podtlakového systému bude vniknutí kovových třísek do motoru a následná porucha motoru.
Upozornění: Vložíte-li zátku pro zachycování kovových třísek nad doporučenou hloubku, bude to mít za následek poškození této zátky pro zachycování kovových třísek.
| • | Nástroj na zkosení EN-45680-881, vložka 88 mm |
| • | Vodicí trn EN-45680-885 zarovnávacího nástroje, vložka 88 mm |
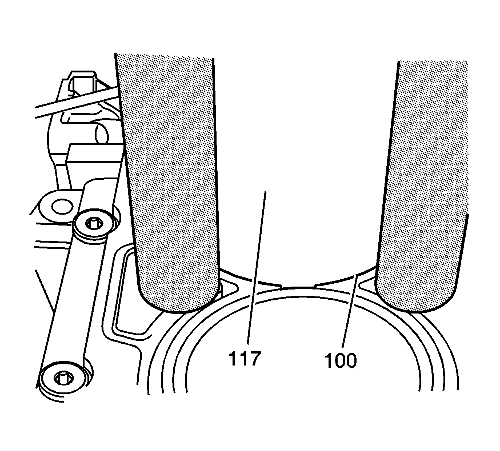
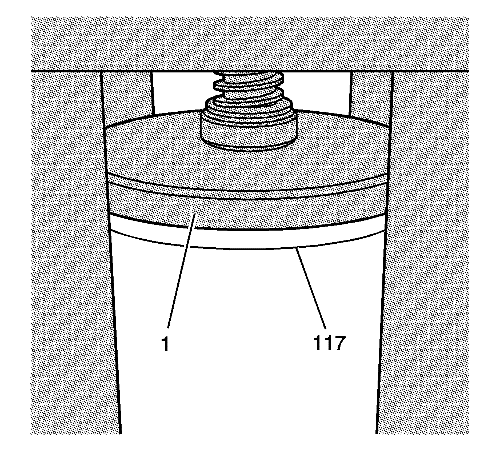
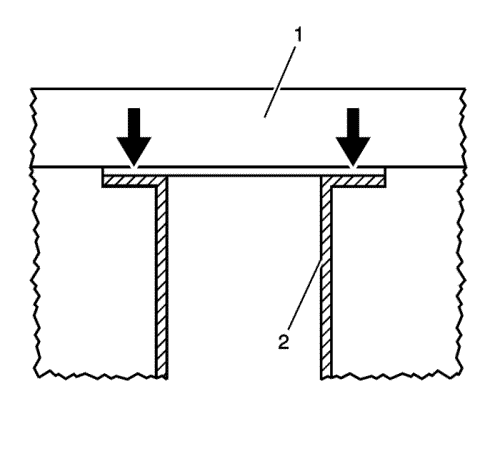
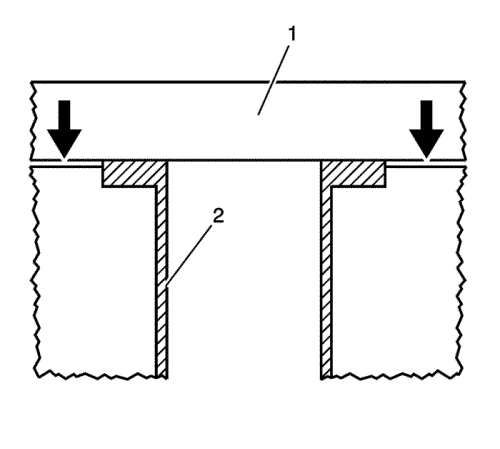
Poznámka: Před použitím montážního celku nástroje na zarovnání musí být nastavena výška řezných břitů podle správné specifikace. Správná specifikace znamená, že příruba vložky válce musí být zarovnána v toleranci +0,02 mm (0,0008 palce) nad povrchem plochy bloku.
Poznámka: Zajistěte, aby povrchy kalibrovacího kroužku na montážním celku měrného kroužku byly čisté.
Poznámka: Po provedení tohoto postupu již není třeba znovu nastavovat výšku montážního celku EN-45680-861 zarovnávacího nástroje, dokud se břity neopotřebují nebo nepoškodí nebo dokud nebudou vyměněny.
Upozornění: Pro zajištění správné funkce nástroje je třeba použít elektrickou vrtačku se sklíčidlem 1/2 palce, výkon 1 1/8 koně, 7 ampér, třístupňová redukce, otáčky 450-600 ot/min ve směru hodinových ručiček. Jestliže nepoužijete správnou elektrickou vrtačku, dojde k poškození vložky válce.
Upozornění: Zkontrolujte, zda průtok hadice pro přívod vzduchu a průtok podtlakové hadice není zúžen zlomy nebo sevřením hadice. Zúžení hadice zlomy nebo sevřením může mít za následek únik kovových třísek z řezného nástroje všemi směry, což následně způsobí poškození motoru.
Poznámka: Provedení postupu zarovnání nesmí trvat déle než 15 sekund. Jestliže trvá déle, je třeba upravit řezný povrch změnou polohy zarovnávacích břitů.
| © Copyright Chevrolet. All rights reserved |



