Motorblock reinigen und prüfen
Spezialwerkzeug
EN-8087 Messgerät Zylinderbohrung
Reinigungsverfahren
- Rückstände von Gewindedichtmittel, Dichtungsmaterial oder Dichtmasse entfernen.
- Die folgenden Bereiche mit Lösungsmittel reinigen:
- Alle Gewinde- und gewindelosen Bohrungen mit Lösungsmittel reinigen.
Warnung: Siehe Warnung Schutzbrille und Druckluft im Vorwort.
- Den Motorblock mit Druckluft trocknen.
Visuelle Inspektion
- Die Kurbelwellenlagerzapfen auf Beschädigung und durchgedrehte Lager überprüfen. Die Kurbelwellenlagerzapfen können nicht repariert werden, wenn die Kurbelwellenlagerzapfen beschädigt werden, muss die Motorblockbaugruppe ersetzt werden.
- Alle Dichtungen und Kontaktflächen auf Beschädigungen prüfen, die Motorblockbaugruppe nach Bedarf reparieren oder ersetzen.
- Alle Gewindebohrungen und gewindelosen Bohrungen auf Beschädigung und Verschmutzung prüfen.
- Alle Schrauben auf Beschädigungen prüfen. Bei Beschädigung die Schrauben durch NEUE Teile ersetzen.
- Die Zylinderwände auf Risse oder Beschädigungen prüfen. Die Zylinderlaufbuchsen können nicht repariert werden, wenn die Zylinder beschädigt sind, muss die Zylinderblockbaugruppe ersetzt werden.
- Den Motorblock auf Risse prüfen. Risse nicht reparieren. Wenn Risse festgestellt werden, die Zylinderblockbaugruppe ersetzen.
Durchmesser Zylinderbohrung
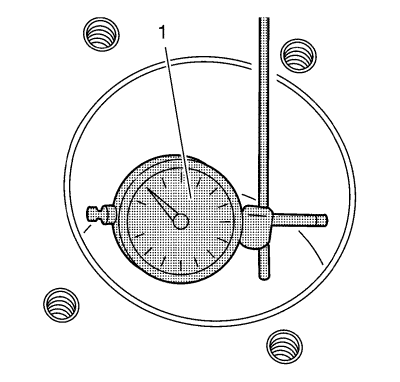
- Mit dem Messgerät EN-8087 (1) den Durchmesser der Zylinderbohrung 37,00 mm (1,457 in) von der Zylinderblockoberseite messen.
- Die Messergebnisse mit Technische Daten Motor vergleichen.
- Überschreitet der Zylinderdurchmesser die Vorgaben, so ist der Motorblock zu ersetzen.
Messung, Konizität der Zylinderbohrung
- Die Zylinderbohrung 10 mm (0,394 in) unter Verwendung des Messgerätes EN-8087 unterhalb der Zylinderblockoberfläche entlang der Druckflächen senkrecht zur Kurbelwellenmittellinie messen und die Messwerte notieren.
- Die Zylinderbohrung 100 mm (3,936 in) unterhalb der Zylinderblockoberfläche entlang der Druckflächen senkrecht zur Kurbelwellenmittellinie messen und die Messwerte notieren.
- Die 2 Messwerte voneinander subtrahieren. Das Ergebnis ist die Konizität des Zylinders.
- Die Messergebnisse mit Technische Daten Motor vergleichen. Überschreiten die Zylinder die Vorgaben, so ist der Motorblock zu ersetzen.
Messung, Rundlaufabweichung Zylinderbohrung
- Den Durchmesser des Zylinders jeweils zwischen den Kolbendruckseiten als auch im rechten Winkel hierzu 10 mm (0,394 in) unter der Kolbenoberfläche unter Verwendung des Messgerätes EN-8087 messen und diese Messungen aufzeichnen.
- Die 2 Messwerte voneinander subtrahieren. Das Ergebnis ist die Rundlaufabweichung am oberen Zylinderende.
- Den Zylinderdurchmesser auf der Druck- und Nichtdruckseite 100 mm (3,936 in) unterhalb der Zylinderblockoberseite messen. Die Messwerte notieren.
- Die 2 Messwerte voneinander subtrahieren. Das Ergebnis ist die Rundlaufabweichung am unteren Zylinderende.
- Die Messergebnisse mit Technische Daten Motor vergleichen. Überschreiten die Zylinderdurchmesser die Vorgaben, so ist der Motorblock zu ersetzen.
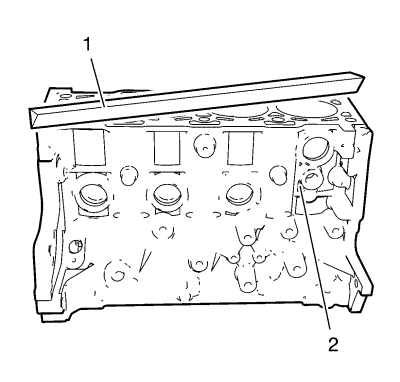
Überprüfung der Ebenheit des Motorblocks
- Sicherstellen, dass die Passflächen des Motorblocks sauber sind und keine Dichtmittelreste enthalten.
- Die Oberfläche auf Verunreinigungen und Kratzer untersuchen, die die Dichtheit der Zylinderkopfdichtung beeinträchtigen könnten.
- Ein Haarlineal (1) diagonal über die Passfläche des Zylinderblocks (2) legen.
- An 4 Punkten das Spaltmaß zwischen dem Lineal (1) und der Oberfläche des Zylinderblocks (2) unter Verwendung einer Fühlerlehre messen.
- Die Messergebnisse mit Technische Daten Motor vergleichen.
- Liegt der Verzug unter 0,06 mm (0,003 in) so sind keinerlei Arbeiten erforderlich.
- Ist die Deformierung größer als 0,06 mm (0,00236 in), so ist der Motorblock zu ersetzen.
| © Copyright Chevrolet. All rights reserved |



