Ventilführung aufreiben, Ventilsitz bearbeiten und Ventil schleifen
Reinigen von Ventilen
- Eine weiche Drahtbürste verwenden, um etwaigen Ruß vom Ventilteller zu entfernen. Der Ventilschaft darf NICHT mit der Drahtbürste gereinigt werden. Der Ventilschaft ist wegen höherer Verschleißfestigkeit verchromt, Bei Verwendung von Drahtbürsten könnte die Chrombeschichtung beschädigt werden.
- Ventil gründlich mit Lösungsmittel reinigen und trocken reiben.
Sichtprüfung von Ventilen
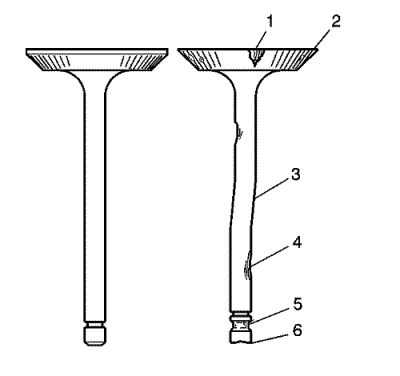
- Ventil vom Teller bis zur Spitze auf folgende Schadstellen prüfen:
| • | Lochfraß im Bereich des Ventilsitzes (1) |
| • | Fehlende Ventilsitzbreite (2) |
| • | Verformungen des Ventilschaftes (3) |
| • | Lochfraß oder übermäßiger Verschleiß am Schaft (4) |
| • | Verschlissene Ventilkeilnuten (5) |
| • | Verschlissene Ventilspitze (6) |
- Bei Vorliegen eines der folgenden Zustände das Ventil austauschen:
Übersicht zur Messung und Wiederaufarbeitung von Ventilen
Hinweis:
| • | Die ordnungsgemäße Wartung der Ventile ist für die Motorleistung sehr wichtig. Deshalb müssen alle Einzelmessungen durchgeführt werden, um Bauteile ermitteln zu können, die sich außerhalb der Spezifikation befinden. |
| • | Stellt sich bei den Messungen heraus, dass Ventile oder der Ventilsitze aufgearbeitet werden müssen, sind die entsprechenden Messungen nach einer solchen Wiederaufarbeitung abermals durchzuführen. |
Messung der Ventilsitzbreite
- Mit einem geeigneten Messinstrument die Ventilsitzbreite im Zylinderkopf messen.
- Mit einem geeigneten Messinstrument die Ventilsitzfläche (1) messen.
Hinweis: Die Sitzkontaktfläche muss mindestens 0,5 mm (0,020 in) vom Außendurchmesser (Rand) des Ventils entfernt sein. Ist die Kontaktfläche zu nahe an den Rändern, muss der Sitz aufgearbeitet werden, damit die Kontaktfläche vom Rand weg geführt wird.
- Messungen mit den angeführten Spezifikationen vergleichen, siehe
Technische Daten Motor : 1.6 LDE, LED, LFJ → 1.8L 2H0 .
- Sind die Sitzbreiten akzeptabel, ist die Rundheit der Ventilsitze unter Anwendung des Messverfahrens für die Rundheit von Ventilsitzen zu prüfen.
- Sollten sie nicht akzeptabel sein, müssen die Ventilsitze nach dem Verfahren für die Aufarbeitung von Ventilen und Sitzen geschliffen werden, damit die Breiten wieder der Spezifikation entsprechen. Die richtige Ventilsitzbreite ist für die Gewährleistung des korrekten Maßes an Ventilwärmeableitung sehr wichtig.
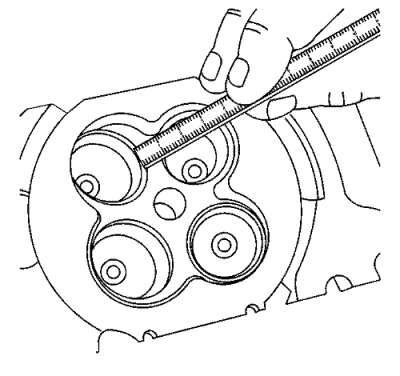
Messung der Rundheit von Ventilsitzen
- Rundheit des Ventilsitzes mit Hilfe einer Messuhr, die an einem kegelförmigen, in die Führung eingesetzten Stift befestigt ist, messen. Der Stift sollte nach dem Einsetzen in die Führung etwas festgebunden werden.
Achtung: Es muss ein Steuerventil der richtigen Größe verwendet werden. Keine Steuerventile mit verstellbarem Durchmesser verwenden. Verstellbare Steuerventile können die Ventilführungen beschädigen.
- Messungen mit den angeführten Spezifikationen vergleichen, siehe
Technische Daten Motor : 1.6 LDE, LED, LFJ → 1.8L 2H0 .
- Liegt der Ventilsitz über der Vorgabe für die Rundheit, müssen das Ventil und der Ventilsitz gemäß dem Verfahren für die Aufarbeitung von Ventilen und Sitzen geschliffen werden.
- Werden neue Ventile verwendet, muss die Rundheit der Ventilsitze bei 0,05 mm (0,002 in) liegen.
Messung des Ventilrandes
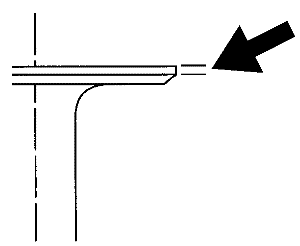
- Mit einem geeigneten Messinstrument den Ventilrand messen.
- Nehmen Sie auf die in diesem Abschnitt angeführten Spezifikationen für die Mindestbreiten der Ventilsitze Bezug und vergleichen Sie diese mit Ihren Messungen.
- Liegen die Ventilränder über den Vorgaben, Ventile austauschen.
- Liegen sie innerhalb der Spezifikation und brauchen nicht nachgeschliffen zu werden, die Ventile unter Anwendung des Verfahrens für die Messung der Konzentrizität zwischen Ventil und Sitz auf Konzentrizität der Sitze prüfen.
Messung der Konzentrizität zwischen Ventil und Sitz
Hinweis:
| • | Anhand der Überprüfung der Konzentrizität zwischen Ventil und Sitz wird festgestellt, ob Ventil und Sitz einwandfrei abdichten. |
| • | Zur Gewährleistung einer korrekten Ventildichtung müssen die Ventilsitzfläche und der Ventilsitz gemessen werden. |
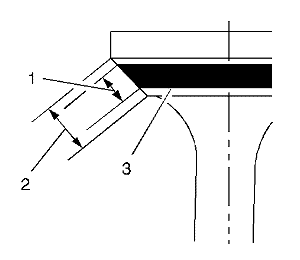
- Die Ventilsitzfläche leicht mit blauem Farbstoff bestreichen (3).
- Ventil in den Zylinderkopf einsetzen.
- Das Ventil mit ausreichendem Druck gegen den Sitz drehen, damit der Farbstoff entfernt wird.
- Das Ventil aus dem Zylinderkopf ausbauen.
- Die Ventilsitzfläche überprüfen.
| • | Wenn die Ventilsitzfläche konzentrisch ist und mit dem Ventilschaft ordnungsgemäß abdichtet, erfolgt auf der gesamten Fläche eine durchgehende Markierung (1). |
| | Hinweis: Die Verschleißmarkierung MUSS mindestens 0,5 mm (0,020 in) vom Außendurchmesser, dem Rand des Ventils, entfernt sein. Ist die Kontaktfläche zu nahe am Rand, muss der Sitz aufgearbeitet werden, damit die Kontaktfläche vom Rand weg geführt wird. |
| • | Ist die Sitzfläche nicht konzentrisch, ergibt sich KEINE durchgängige Markierung über die gesamte Ventilsitzfläche. Das Ventil ist nachzuschleifen oder auszutauschen; der Sitz muss unter Anwendung des Verfahrens für die Aufarbeitung von Sitzen aufgearbeitet werden. |
Aufarbeitung von Ventilen und Sitzen
Hinweis:
| • | Wenn die Ventilsitzbreite, Rundheit oder Konzentrizität über den Spezifikationen liegen, müssen die Sitze nachgeschliffen werden, um eine ordnungsgemäße Wärmeableitung zu gewährleisten und die Ablagerung von Kohlenstoff an den Sitzen zu verhindern. |
| • | Das Ventil muss nachgeschliffen werden, wenn die Aufarbeitung des Sitzes erforderlich ist und kein neues Ventil eingesetzt wird. |
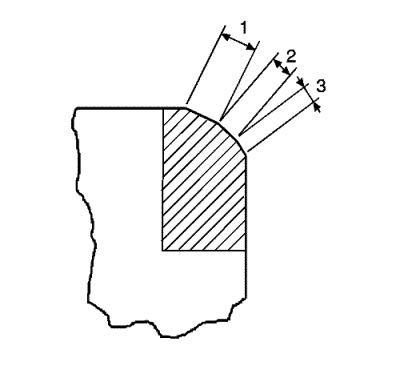
- Ventilsitze (2) auf den korrekten Winkel gemäß technischen Daten in schleifen, siehe
Technische Daten Motor : 1.6 LDE, LED, LFJ → 1.8L 2H0 .
- Verwendung des korrekten Winkels gemäß technischer Daten, siehe
Technische Daten Motor : 1.6 LDE, LED, LFJ → 1.8L 2H0 , die Ventilsitze (1) schleifen, freigeben, um die Ventilsitzoberfläche (2) korrekt zum Ventil zu positionieren.
- Unter Verwendung der unter Technische Daten Motor aufgeführten Anzugswinkelangaben, siehe
Technische Daten Motor : 1.6 LDE, LED, LFJ → 1.8L 2H0 , die Ventilsitze (3) schleifen, nachschneiden, um die Ventilsitzbreite auf die Vorgaben unter Technische Daten Motor zu verschmälern, siehe Technische Daten Motor : 1.6 LDE, LED, LFJ → 1.8L 2H0 .
- Bei Verwendung des Originalventils ist das Ventil auf die Vorgaben zu schleifen, siehe
Technische Daten Motor : 1.6 LDE, LED, LFJ → 1.8L 2H0 . Nach dem Schleifen den Ventilrand unter Anwendung des Verfahrens für die Messung des Ventilrandes messen. Liegt der Rand außerhalb der Spezifikation, Ventil austauschen. Neue Ventile brauchen nicht geschliffen zu werden.
- Beim Schleifen der Ventile und Sitze so wenig Material wie möglich abschleifen. Das Abtragen von Ventilsitzfläche führt zur Verringerung des Ventilfederdruckes.
- Ventil in den Zylinderkopf einsetzen.
| • | Werden nachgeschliffene Ventile verwendet, sind diese an den Sitzen mit einem Feinschleifmittel zu läppen. Beim Nach- und Einschleifen ist darauf zu achten, dass die aufgearbeiteten Flächen glatt und winkelgetreu sind, damit das Läppen auf ein Minimum begrenzt bleibt. Übermäßiges Läppen hinterlässt Nuten auf der Ventiloberfläche und verhindert einwandfreien Sitz im heißen Zustand. |
| | Hinweis: Dabei darauf achten, dass alle Läppmittelrückstände mit Lösungsmittel und Druckluft vom Ventil und Sitz vor dem endgültigen Einbau beseitigt werden. |
| • | Wenn Sie neue Ventile verwenden, dann läppen Sie diese nicht unter allen Umständen. |
- Wenn die richtige Ventilsitzbreite im Zylinderkopf erreicht ist, muss die Höhe des Ventilschaftes gemäß dem Verfahren für das Messen der Ventilschafthöhe nachgemessen werden.
- Ist die Höhe des Ventilschaftes akzeptabel, sind die Sitze gemäß dem Verfahren zur Messung der Konzentrizität zwischen Ventil und Sitz auf Konzentrizität zu prüfen.
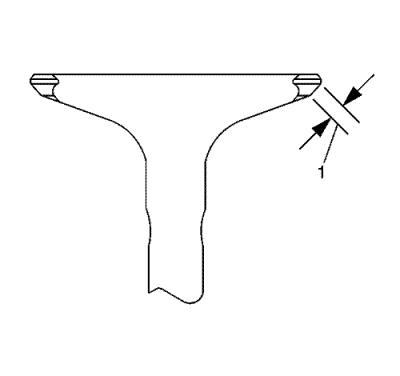
Messung der Ventilschafthöhe
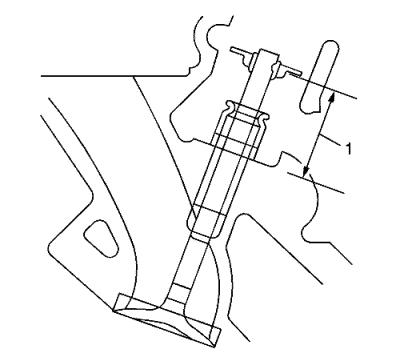
Hinweis: Zur Ermittlung der Ventilschafthöhe wird vom Ventilfedersitz bis zum Ventilfederteller gemessen.
- Ventil in die Ventilführung einsetzen.
- Vergewissern, dass das Ventil im Zylinderkopfventilsitz sitzt.
- Ventilschaft-Öldichtung einsetzen.
- Ventilfederteller und Ventilschafthalterungen einbauen.
- Abstand (1) zwischen Zylinderkopf und Boden des Ventilfedertellers messen. Siehe
Technische Daten Motor : 1.6 LDE, LED, LFJ → 1.8L 2H0 .
- Wenn die maximal zulässige Höhe überschritten wird, ist ein neues Ventil einzusetzen und die Höhe des Ventilschaftes nachzumessen.
Achtung: Ventilschaftspitze NICHT schleifen. Die Spitze des Ventils ist gehärtet. Durch Schleifen würde die gehärtete Oberfläche beseitigt, was zu vorzeitigem Verschleiß und möglicherweise zu Motorschäden führen kann.
Achtung: Die Ventilschafthöhe NICHT mit Ausgleichscheiben einstellen. Bei Verwendung von Shims schlägt die Ventilfeder schon vor Erreichen des maximalen Hubs der Nockenerhebung durch, was Motorschäden zur Folge haben kann.
- Liegt die Ventilschafthöhe immer noch über dem maximal zulässigen Wert, muss der Zylinderkopf ausgetauscht werden.
| © Copyright Chevrolet. All rights reserved |



