Warnung: Siehe Warnung zugelassene Ausrüstung für Unfallreparatur im Vorwort.
Warnung: Siehe Warnung Abschnittsteilung Unfallinstandsetzung im Vorwort.
Warnung: Siehe Warnung Umgang mit Glasscheiben und Blechen im Vorwort.
- Das SIR-System deaktivieren. Siehe SIR-Aktivierung und Deaktivierung .
- Das Batteriemassekabel abklemmen. Siehe Massekabel Batterie ab- und anklemmen .
- Alle betroffenen Bleche und Bauteile ausbauen.
- Schadstelle sichtprüfen. Schadstelle so viel wie möglich instandsetzen.
- Gegebenenfalls vorhandene Dicht- und Korrosionsschutzmittel von der Reparaturstelle entfernen. Siehe
Korrosionsschutzmaßnahmen : Basisvariante .
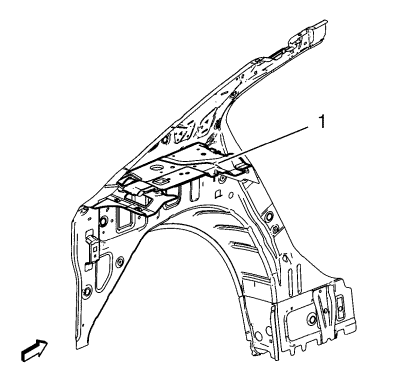
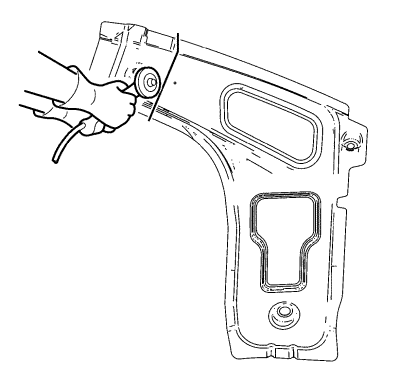
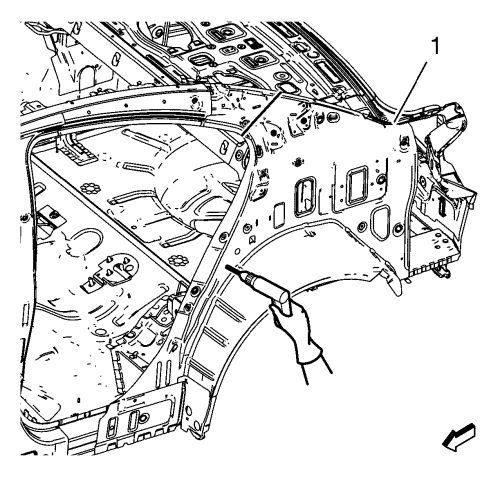
- Trennlinien auf der oberen Verstärkung C-Säule (1) anbringen.
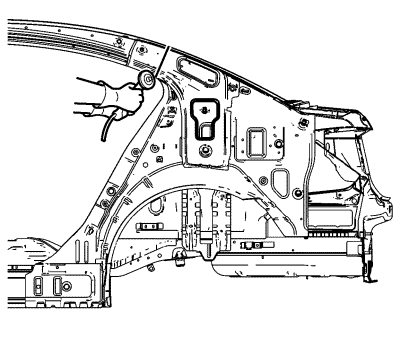
Hinweis: Keine anderen Bleche oder Verstärkungen beschädigen!
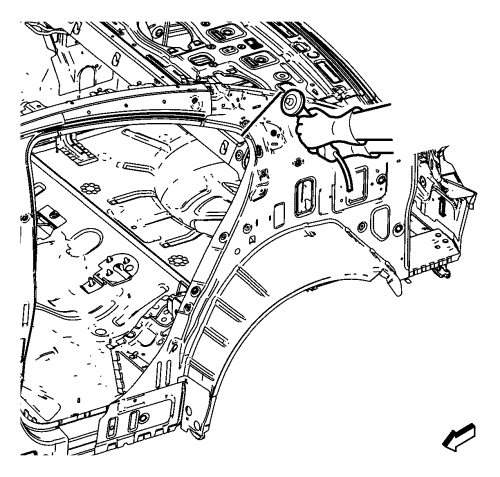
- Blech an den Stellen schneiden, wo getrennt werden muss.
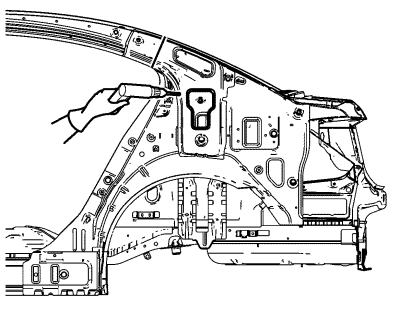
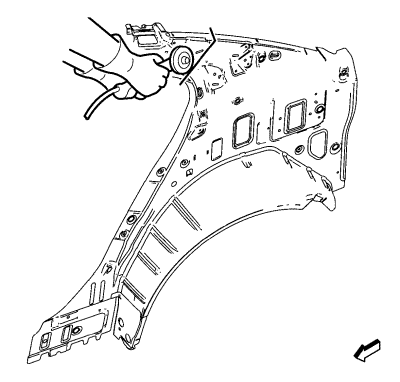
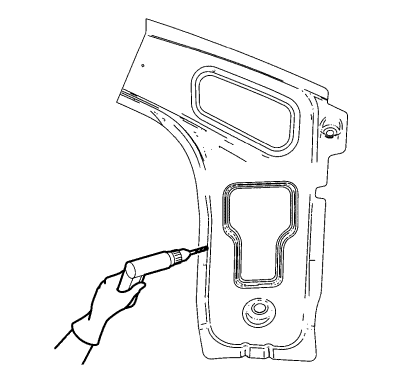
- Alle notwendigen werkseitigen Schweißstellen auf der oberen Verstärkung C-Säule lokalisieren und markieren.
- Alle werkseitigen Schweißstellen bohren. Anzahl und Position der Schweißstellen für den Einbau der Servicebaugruppe notieren.
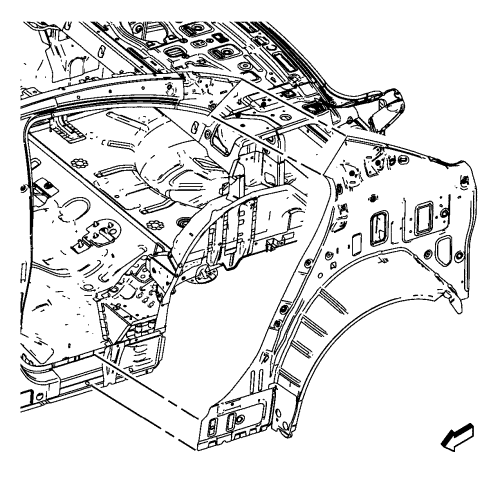
- Beschädigte obere Verstärkung C-Säule entfernen.
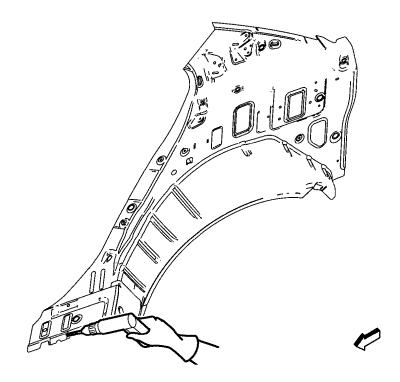
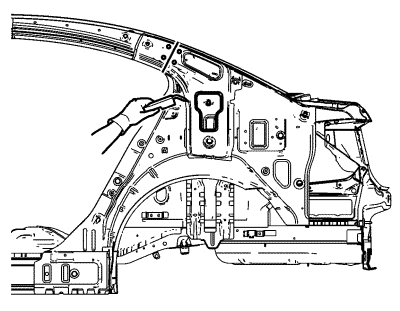
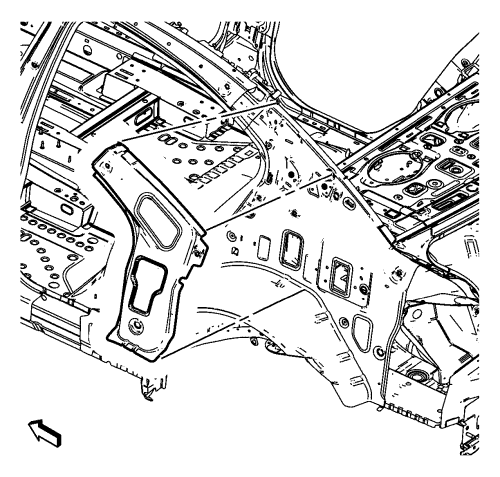
- Trennlinien auf dem inneren Karosserieseitenblech anbringen.
Hinweis: Keine anderen Bleche oder Verstärkungen beschädigen!
- Blech an den Stellen schneiden, wo getrennt werden muss.
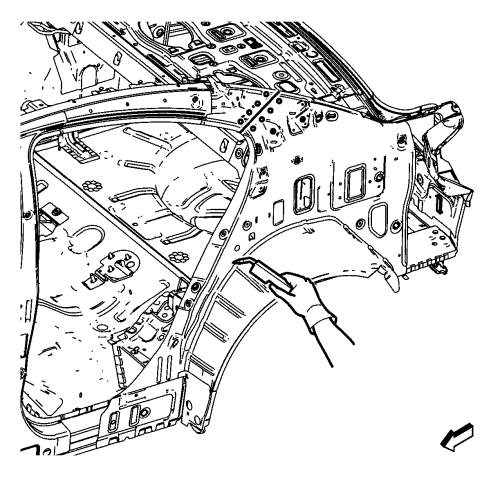
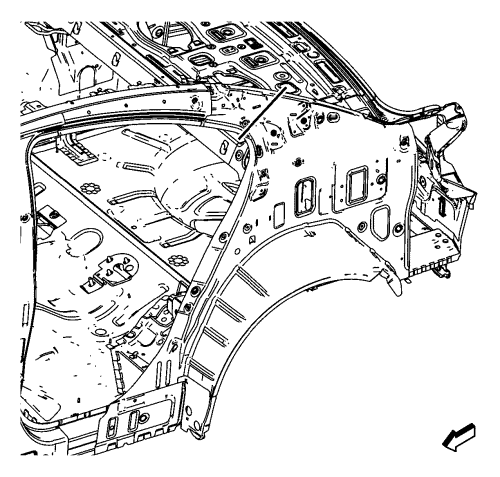
Hinweis: Verdeckte werkseitige Schweißstellen dort bohren, wo sich die Ablaufrinne (1) des hinteren äußeren Karosserieseitenbleches und das innere Karosserieseitenblech überlappen.
- Alle notwendigen werkseitigen Schweißstellen des karosserieseitigen Innenbleches lokalisieren und markieren.
- Alle werkseitigen Schweißstellen bohren. Anzahl und Position der Schweißstellen für den Einbau der Servicebaugruppe notieren.
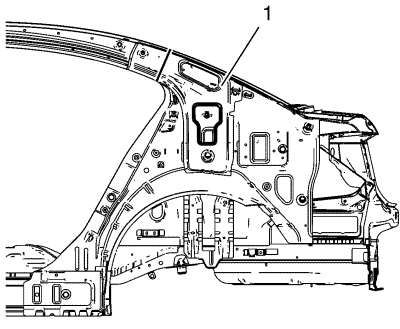
- Beschädigtes inneres Karosserieseitenblech abnehmen.