Captiva |
||||||||
|
|
|
|||||||
| • | EN-45680-850 Aus- und Einbausatz Zylinderlaufbuchse |
| • | EN-45680-880 Aus- und Einbausatz Zylinderlaufbuchse |
Gleichwertige Werkzeuge anderer Märkte, siehe Werkzeuge und Ausrüstungen : LE5 oder LE9 .
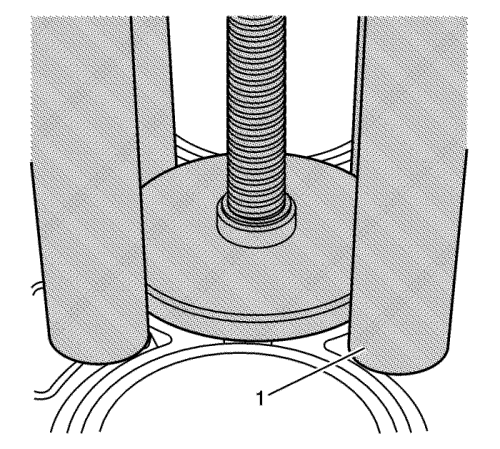
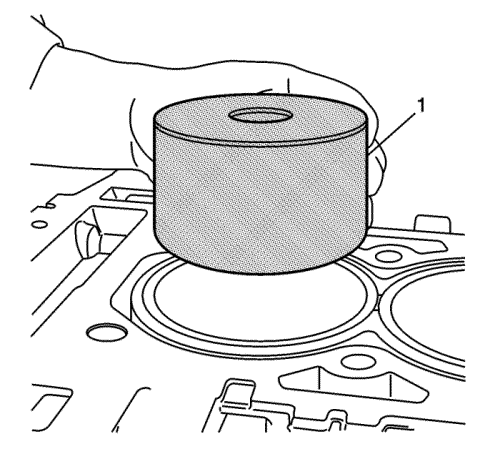
Achtung: Beim Einbau einer neuen Zylinderlaufbuchse keine Montagehilfen oder Schmiermittel verwenden, weil sonst der Motor beschädigt wird. Diese helfen nicht beim Einbau der neuen Zylinderlaufbuchse.
Achtung: Bohrung oder Zylinderblock beim Einbau einer neuen Zylinderlaufbuchse in der Zylinderbohrung nicht abkühlen oder anwärmen. Ein Abkühlen oder Anwärmen der Zylinderlaufbuchse oder des Zylinderblocks kann den Motor beschädigen und hilft nicht beim Aus- oder Einbau der neuen Laufbuchse.
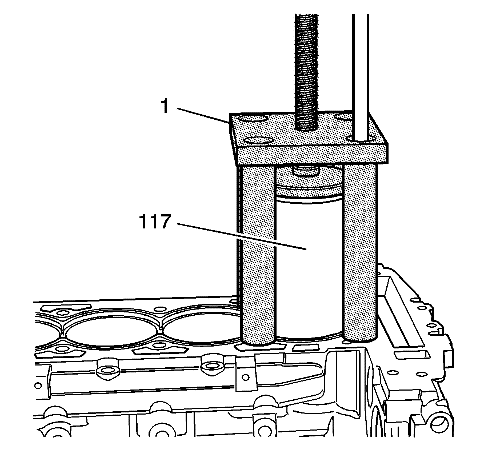
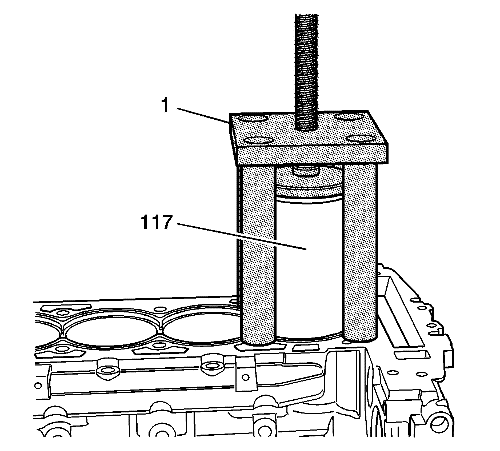
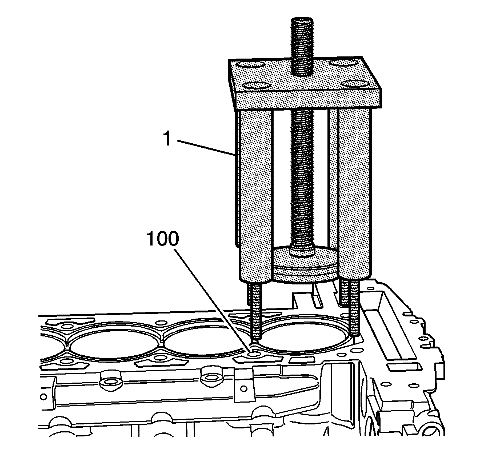
Hinweis: Als Befestigungsschrauben die 4 alten Zylinderkopfschrauben verwenden.
Achtung: Siehe Achtung, Befestigungselemente im Vorwort.
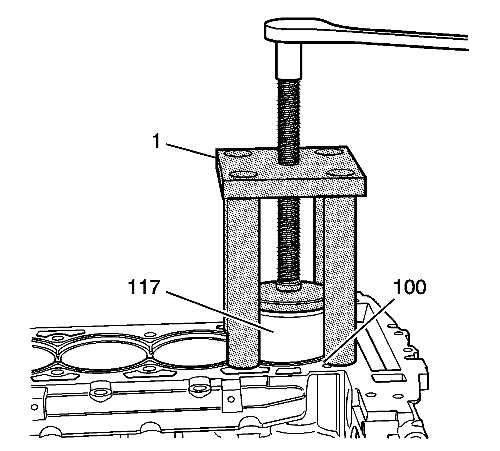
Achtung: Verwenden Sie keine Druckluft- oder Elektrowerkzeuge, um die Gewindestange des Zylinderlaufbuchsen-Montagewerkzeugs in der Haltevorrichtung zu drehen. Dadurch wird die Laufbuchse beschädigt.
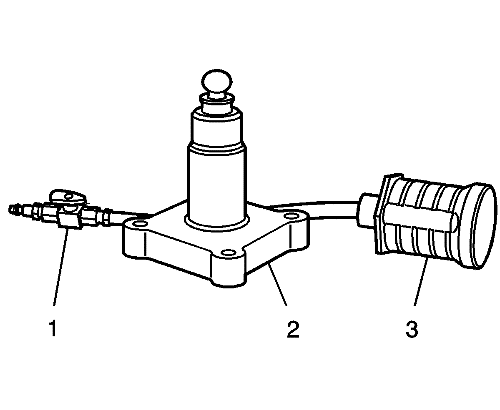
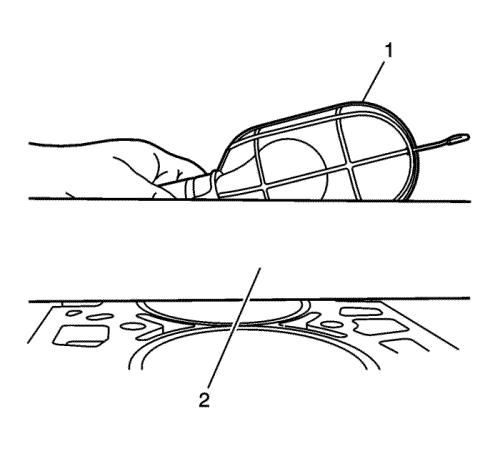
Das Entgratungswerkzeug EN-45680-861 (2) enthält oder erfordert folgende Komponenten, um die 88mm-Zylinderlaufbuchse des 2.4L-Motors zu entgraten:
| • | Spänesammelbehälter (3) mit Filter EN-45680-865 |
| • | Luftregelventil (1) |
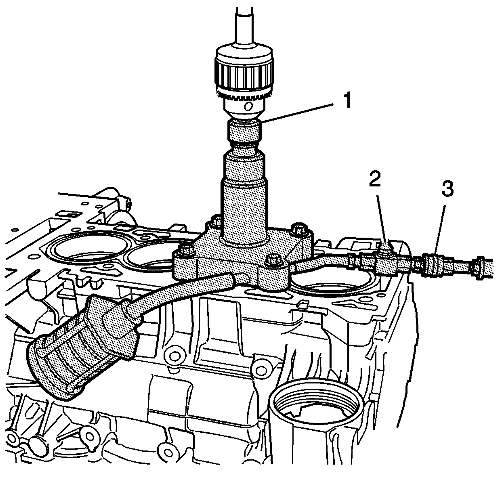
| • | Bohrer mit 1/2 Zoll Bohrfutter, 1 1/8 hp, 7 A, Dreifachuntersetzung und Drehzahl 450–600 min-1 mit Drehrichtung im Uhrzeigersinn |
| • | Kantenschneid-Bit EN-45680-881 |
| • | Führungszapfen EN-45680-885 |
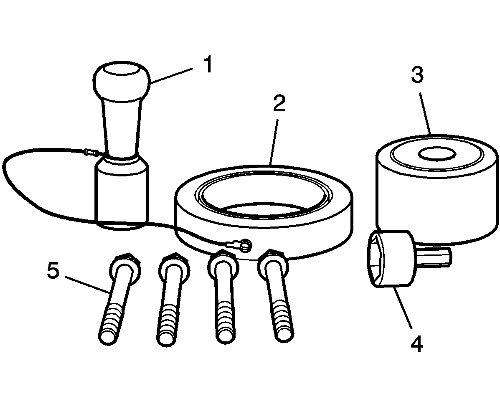
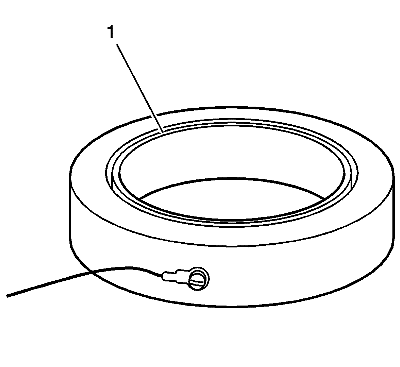
| • | Passring-Baugruppe EN-45680-886 |
| - | Entgratungswerkzeug-Spannfeder (1) |
| - | Messring (2) |
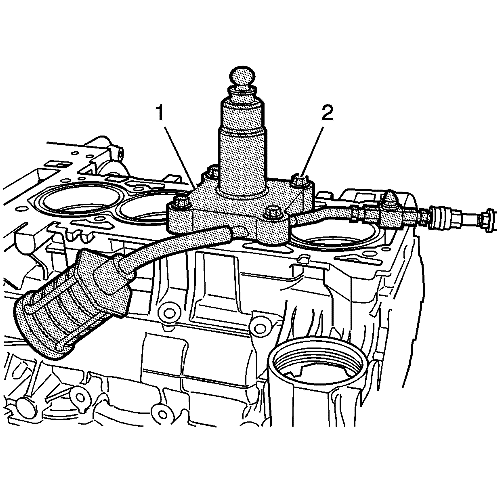
| • | Auffangbehälter für Metallspäne EN-45680-884 (3) |
| • | Antriebsadapter EN-45680-866 (4) |
| • | Schrauben EN-45680-864 (5) |
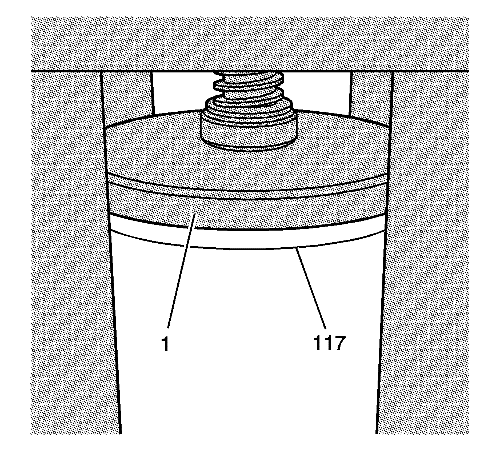
Achtung: Zylinderlaufbuchse nicht bohren oder schleifen. Die Laufbuchse wurde mit korrektem Innendurchmesser (ID) vorgefertigt und wird im fertigbearbeiteten, geschliffenen Zustand ausgeliefert. Bei einer Änderung der werksseitigen Abmessungen und Oberflächenbearbeitung durch zusätzliches Bohren und Schleifen wird der Motor beschädigt und es kommt zu einer übermäßigen Geräuschentwicklung oder einem erhöhten Ölverbrauch.
Achtung: Achten Sie darauf, dass alle Metallpartikel aufgefangen werden, um eine Beschädigung der inneren Motorbaugruppen oder Lager zu verhindern.
Achtung: Wenn der Auffangbehälter tiefer als mit der empfohlenen Tiefe eingesetzt wird, verringert sich der Unterdruck und die Systemleistung verschlechtert sich. Bei einem verringerten Unterdruck im Unterdrucksystem gelangen Metallspäne in den Motorinnenraum, was zu einem Motorschaden führen kann.
Achtung: Wird der Auffangbehälter für Metallspäne weniger tief eingesetzt als empfohlen, wird der Auffangbehälter beschädigt.
| • | Kantenschneid-Bit EN-45680-881, 88mm-Zylinderlaufbuchse |
| • | Führungszapfen EN-45680-885, 88mm-Zylinderlaufbuchse |
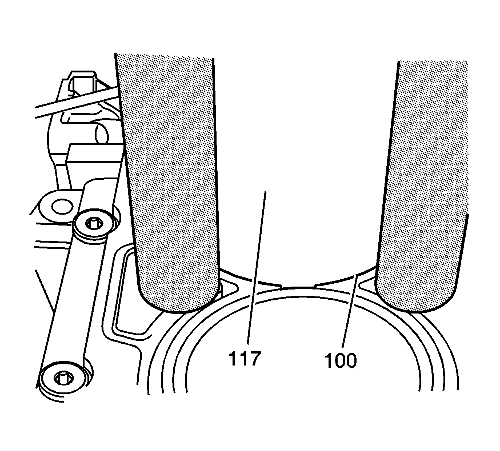
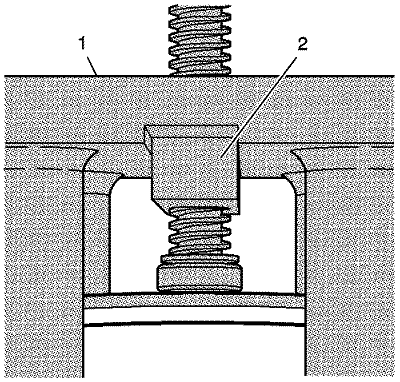
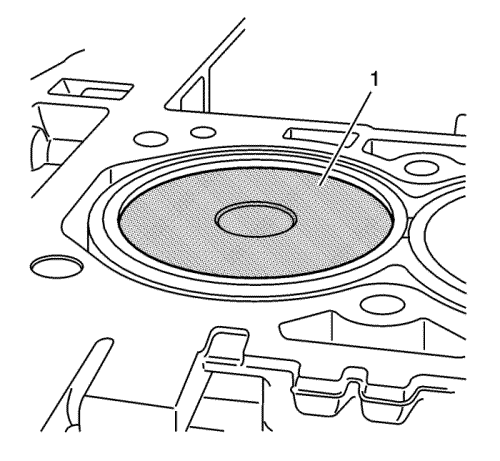
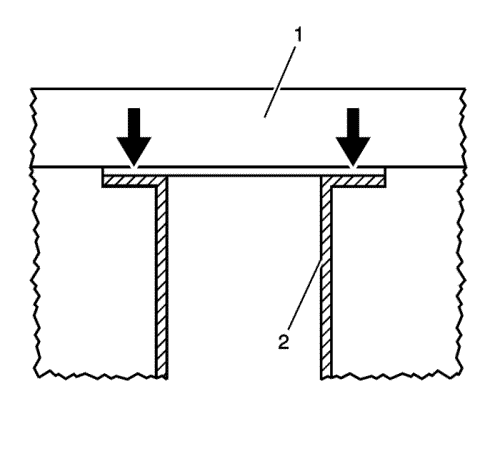
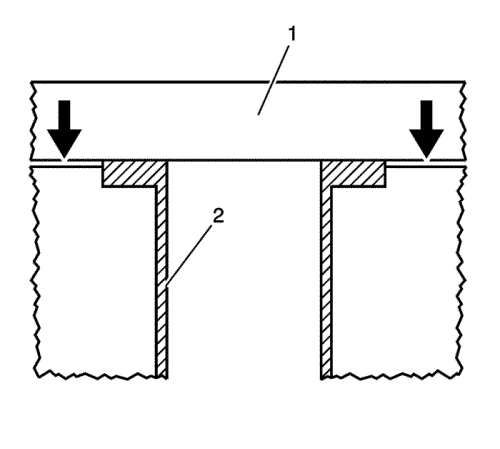
Hinweis: Bevor das Entgratungswerkzeug verwendet werden kann, muss die Höhe der Messer entsprechend den Vorgaben eingestellt werden. Bei einer korrekten Höhe muss der Flansch der Zylinderlaufbuchse 0,02 mm (0,0008 in) bündig über der Oberfläche des Zylinderblocks liegen.
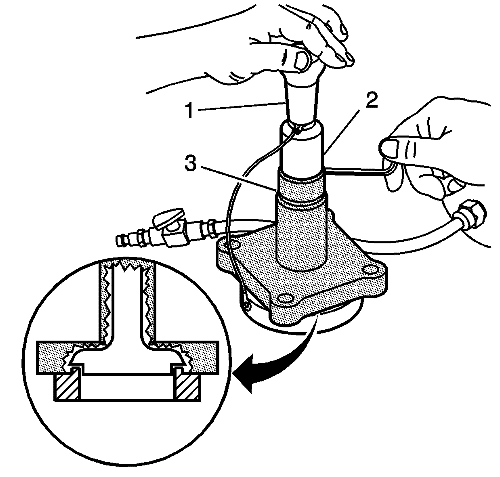
Hinweis: Sicherstellen, dass die Oberflächen von Messring und Messringbaugruppe sauber sind.
Hinweis: Danach braucht die Höhe des Entgratungswerkzeugs EN-45680-861 erst wieder geändert zu werden, wenn die Messer abgenutzt oder beschädigt sind oder ausgetauscht werden.
Achtung: Für eine ordnungsgemäße Funktion des Werkzeugs muss ein Bohrer mit 1/2 Zoll Bohrfutter, 1 1/8 hp, 7 A, Dreifachuntersetzung und Drehzahl 450–600 min-1 mit Drehrichtung im Uhrzeigersinn verwendet werden. Bei einem falschen Bohrermotor wird die Zylinderlaufbuchse beschädigt.
Achtung: Sicherstellen, dass Zuluftschlauch und Unterdruckschlauch nicht gequetscht sind. Quetschungen im Schlauch können dazu führen, dass die Metallspäne in verschiedene Richtungen aus dem Werkzeug ausgeworfen werden, wodurch der Motor beschädigt werden kann.
Hinweis: Das Entgraten sollte nicht länger als 15 Sekunden dauern. Andernfalls müssen die Entgratungs-Bits auf eine neue Schnittoberfläche neu positioniert werden.
| © Copyright Chevrolet. All rights reserved |



