Strebe Radeinbau Teilersatz - MAG-Schweißen
Hinweis: Gemäß den unterschiedlichen Korrosionsbeständigkeits-Garantien sind nur die regional obligatorischen Fügetechniken zulässig.
Ausbauverfahren
Warnung: Siehe Warnung zugelassene Ausrüstung für Unfallreparatur im Vorwort.
Warnung: Siehe Warnung Abschnittsteilung Unfallinstandsetzung im Vorwort.
Warnung: Siehe Warnung Umgang mit Glasscheiben und Blechen im Vorwort.
- Das SIR-System deaktivieren. Siehe SIR-Aktivierung und Deaktivierung .
- Das Batteriemassekabel abklemmen. Siehe Massekabel Batterie ab- und anklemmen .
- Alle betroffenen Bleche und Bauteile ausbauen.
- Schadstelle sichtprüfen. Schadstelle so viel wie möglich instandsetzen.
- Gegebenenfalls vorhandene Dicht- und Korrosionsschutzmittel von der Reparaturstelle entfernen. Siehe Korrosionsschutzmaßnahmen .
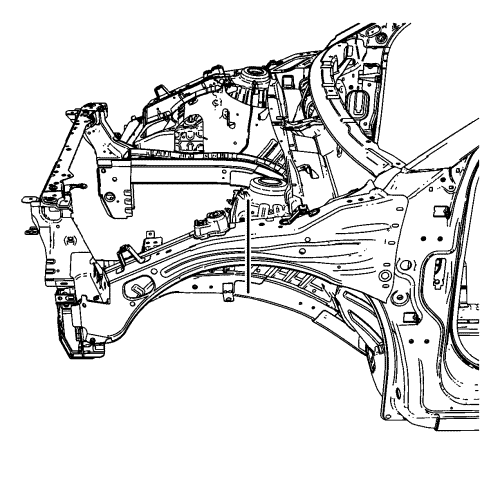
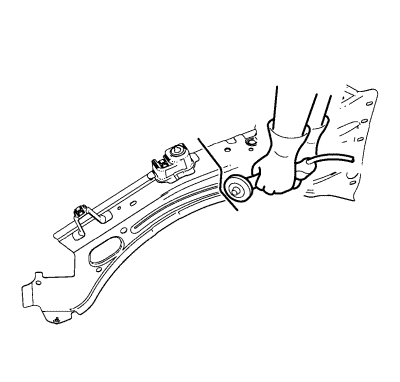
- Trennlinien auf der oberen Seitenschiene des vorderen Fahrgastraumes anbringen.
Hinweis: Innenbleche und Verstärkungen nicht beschädigen.
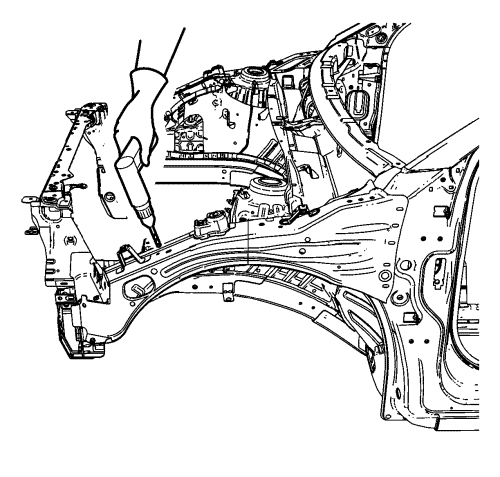
- Blech an den Stellen schneiden, wo getrennt werden muss.
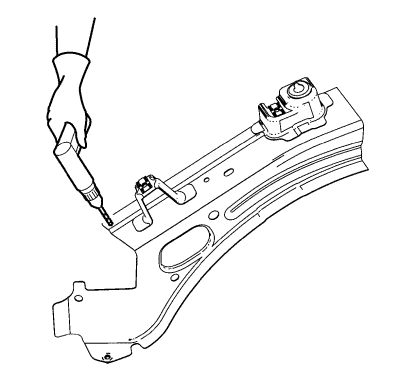
- Alle notwendigen werkseitigen Schweißstellen an der oberen Seitenschiene des vorderen Fahrgastraumes lokalisieren und markieren
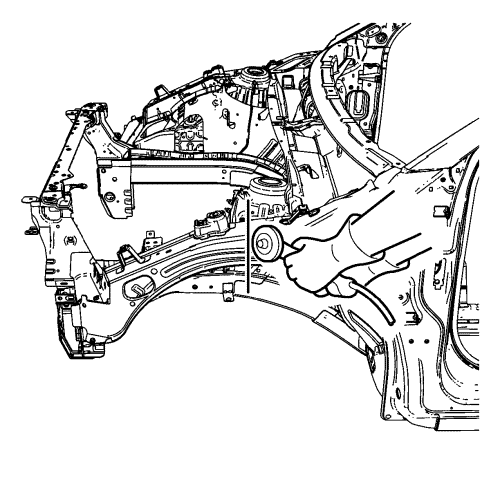
- Alle werkseitigen Schweißstellen bohren. Anzahl und Position der Schweißstellen für den Einbau der Servicebaugruppe notieren.
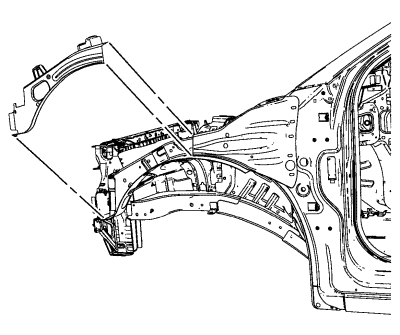
- Beschädigte obere Seitenschiene des vorderen Fahrgastraumes entfernen.
Einbauverfahren
- Obere Seitenschiene des vorderen Fahrgastraumes an den entsprechenden Stellen schneiden, damit sie an das verbliebene Originalblech angepasst werden kann. Die Trennungsfuge muss so getrimmt werden, dass ein Spalt von der eineinhalbfachen Dicke des Metalls verbleibt.
- Aus dem nicht gebrauchten Stück des Serviceteils eine 50 mm (2 in) dicke Verstärkungsplatte anfertigen.
- Entlang des Trennschnittes auf dem verbleibenden Originalteil 8 mm (5/16 in) große Bohrungen anbringen. Diese Bohrungen 13 mm (1/2 in) vom Rand des Teiles entfernt und in Abständen von 40 mm (1 1/2 in) anbringen.
- Alle Anschlussflächen entsprechend vorbereiten.
- Die Verstärkungsplatten bis zur Hälfte in die Trennungsfugen einsetzen, festklemmen und mittels Lochpunktschweißung am Fahrzeug befestigen.
- Obere Seitenschiene des vorderen Fahrgastraumes ausrichten.
- 8 mm (5/16 in) große Löcher für die Lochpunktschweißung entlang den Rändern der oberen Seitenschiene des vorderen Fahrgastraumes gemäß der Kennzeichnung vom Originalblech bohren.
- Die Befestigungsflächen säubern und zum Schweißen vorbereiten.
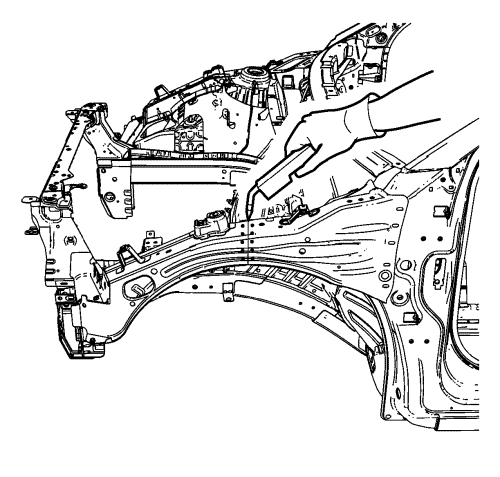
- Obere Seitenschiene des vorderen Fahrgastraumes am Fahrzeug ansetzen.
- Passung der oberen Seitenschiene des vorderen Fahrgastraumes überprüfen.
- Obere Seitenschiene des vorderen Fahrgastraumes in Position klemmen.
- Lochpunktschweißung entsprechend durchführen.
- Um eine solide Schweißnaht mit minimalem Verzug unter Hitze zu erzeugen, sind 25 mm (1 in) Steppnahtschweißungen entlang der Naht in Abständen von 25 mm (1 in) vorzunehmen. Danach zurückgehen und die Steppnahtschweißung abschließen.
- Gegebenenfalls vorhandene Dicht- und Korrosionsschutzmittel an die Reparaturstelle anbringen. Siehe Korrosionsschutzmaßnahmen .
- Instandgesetzten Bereich lackieren. Siehe Lackierung Allgemeine Hinweise .
- Alle betroffenen Bleche und Bauteile einbauen.
- Das Batteriemassekabel anschließen. Siehe Massekabel Batterie ab- und anklemmen .
- SIR-System aktivieren. Siehe SIR-Aktivierung und Deaktivierung .
| © Copyright Chevrolet. All rights reserved |



