Seitenwand innen Teilersatz - MIG-Löten, 5-Türer Fließheck 68
Ausbauverfahren
Warnung: Siehe Warnung zugelassene Ausrüstung für Unfallreparatur im Vorwort.
Warnung: Siehe Warnung Abschnittsteilung Unfallinstandsetzung im Vorwort.
Warnung: Siehe Warnung Umgang mit Glasscheiben und Blechen im Vorwort.
- Das SIR-System deaktivieren. Siehe SIR-Aktivierung und Deaktivierung .
- Das Massekabel Batterie abklemmen. Siehe Massekabel Batterie ab- und anklemmen .
- Alle betroffenen Bleche und Bauteile ausbauen.
- Schadstelle sichtprüfen. Schadstelle so viel wie möglich instandsetzen.
- Gegebenenfalls vorhandene Dicht- und Korrosionsschutzmittel von der Reparaturstelle entfernen. Siehe Korrosionsschutzmaßnahmen .
- Die obere Verstärkung der C-Säule entfernen. Siehe Verstärkung C-Säule oben ersetzen .
- Alle notwendigen werkseitigen Schweißstellen auf der unteren Verstärkung C-Säule lokalisieren und markieren.
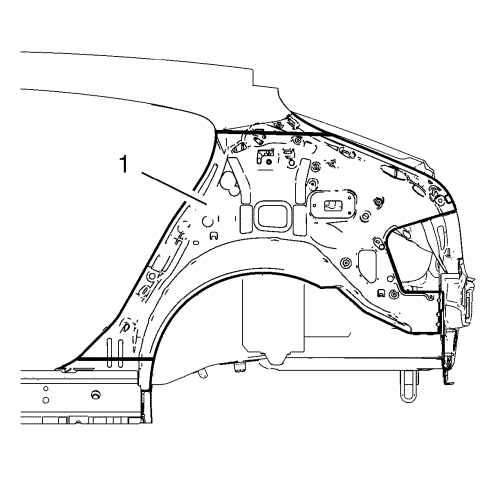
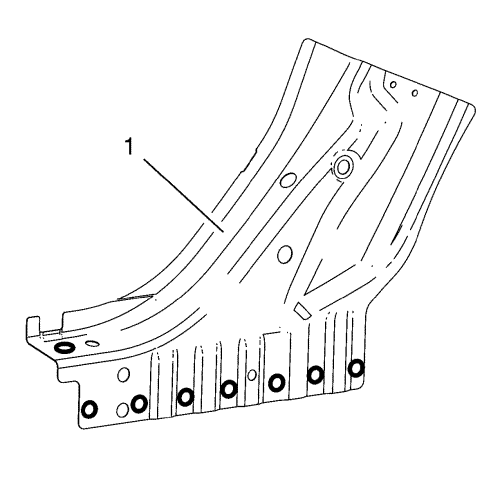
- Alle werkseitigen Schweißstellen auf der unteren Verstärkung C-Säule (1) ausbohren. Anzahl und Position der Schweißstellen für den Einbau der Servicebaugruppe notieren.
- Untere Verstärkung C-Säule (1) entfernen.
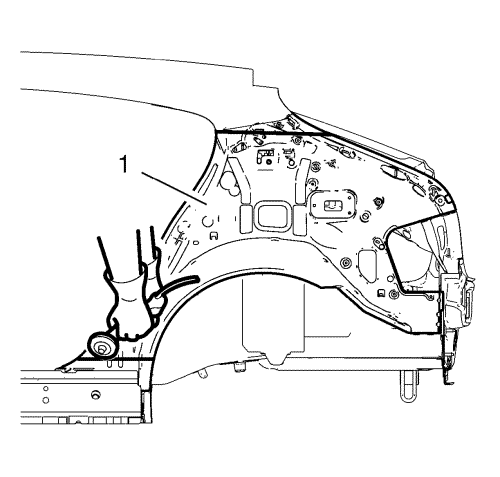
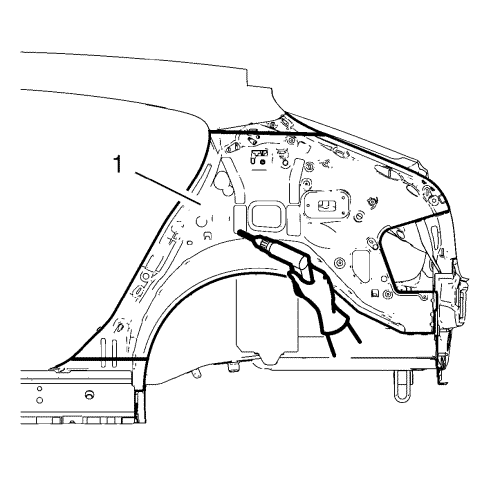
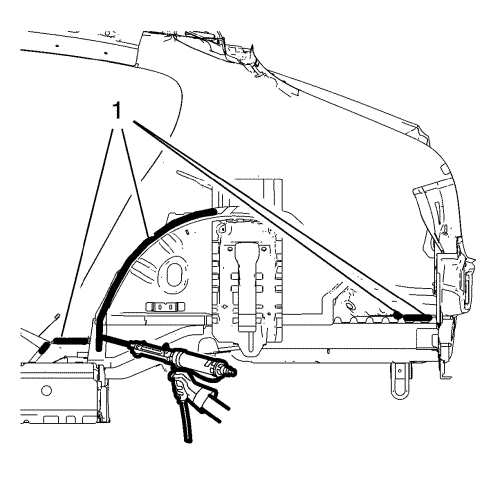
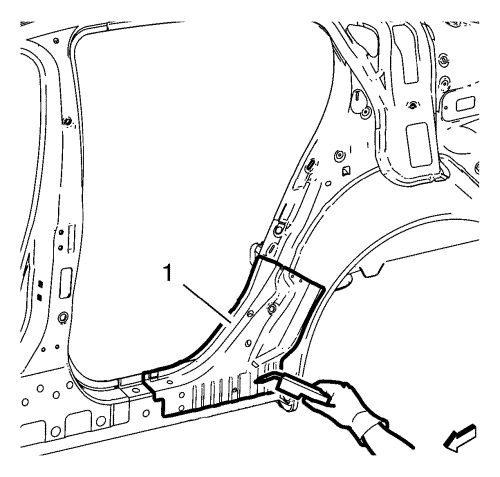
- Trennlinien auf dem inneren Karosserieseitenblech anbringen (1).
Hinweis: Innenbleche und Verstärkungen nicht beschädigen.
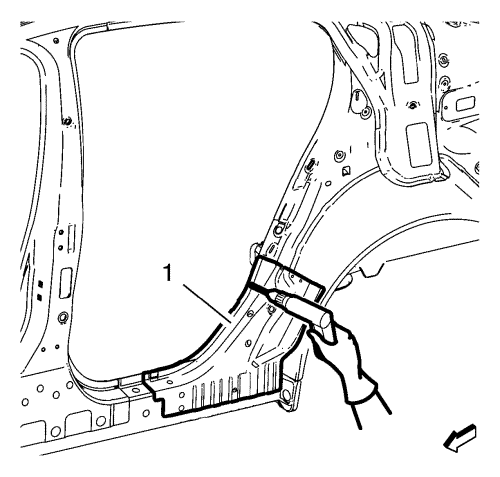
- Karosserieseitiges Innenblech (1) an den vorgesehenen Stellen durchtrennen.
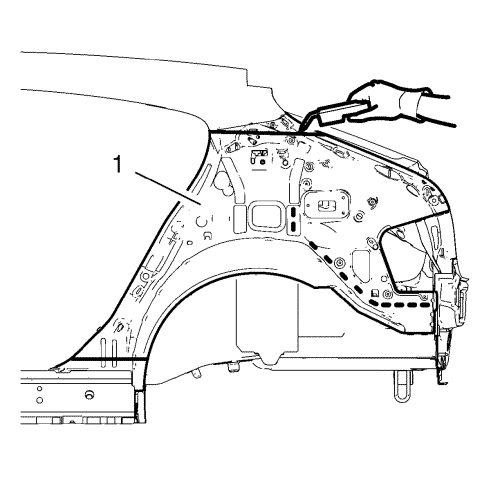
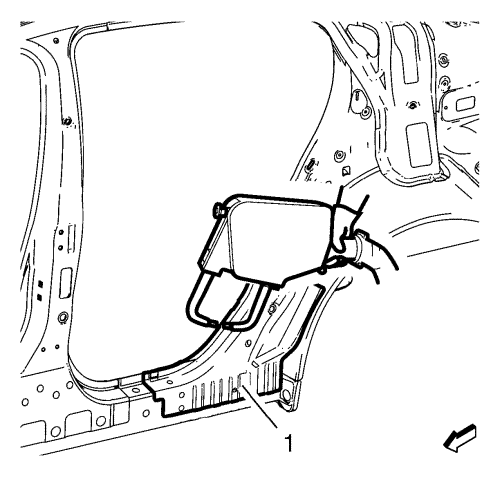
- Alle notwendigen werkseitigen Schweißstellen des karosserieseitigen Innenbleches lokalisieren und markieren.
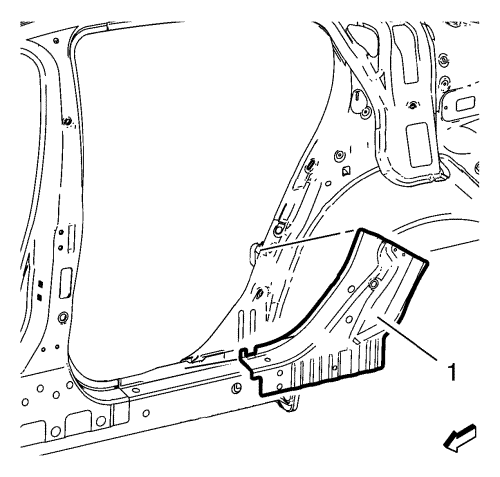
- Alle werkseitigen Schweißstellen am Karosserieinnenblech (1) ausbohren. Anzahl und Position der Schweißstellen für den Einbau der Servicebaugruppe notieren.
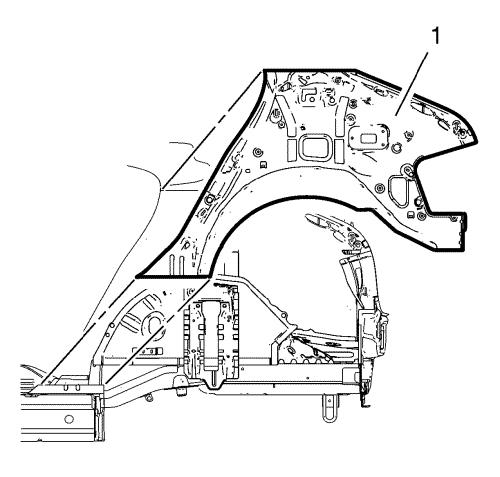
- Beschädigtes inneres Karosserieseitenblech abnehmen (1).
Einbauverfahren
- Karosserieseitiges Innenblech (1) an den entsprechenden Stellen kürzen, damit Passung zum verbliebenen Originalblech gewährleistet bleibt. Die Trennungsfuge muss so getrimmt werden, dass ein Spalt von der eineinhalbfachen Dicke des Metalls verbleibt.
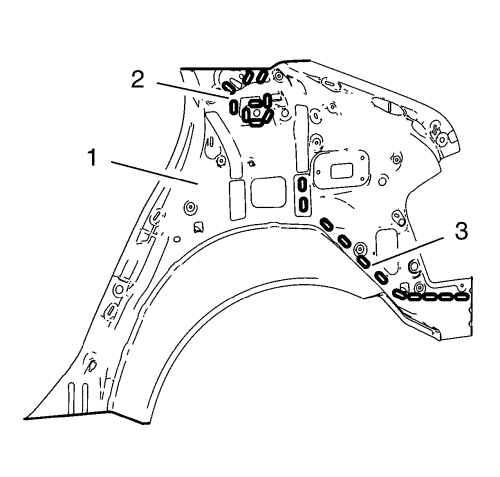
- 5 x 18 mm (3/16 x 11/16 in) große Langlöcher (3) und 6 x 20 mm (4/16 x 12/16 in) große Langlöcher (2) für das MIG-Löten am Karosserieinnenblech (1) herstellen.
- Alle Anschlussflächen entsprechend vorbereiten.
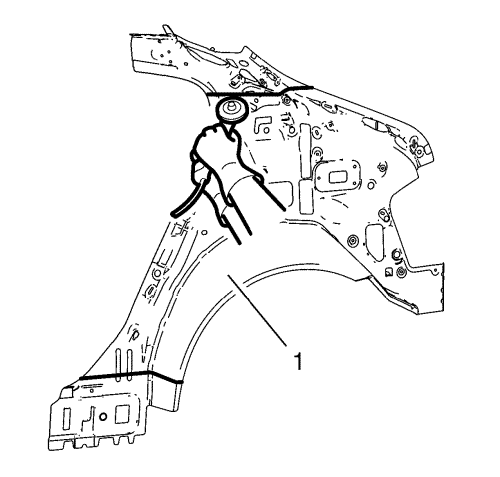
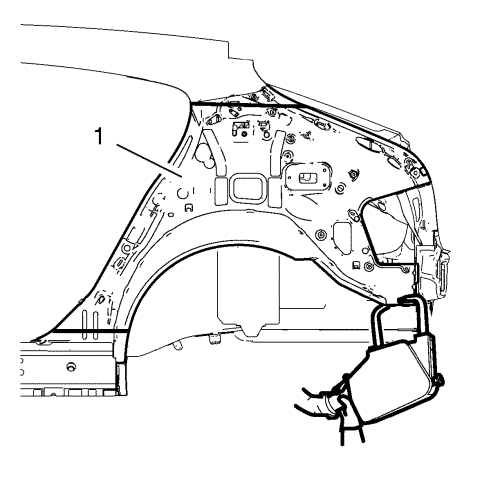
- Montagekleber (1) auftragen.
- Inneres Karosserieseitenblech ausrichten.
- Die Passung des Karosserieseiteninnenblechs kontrollieren.
- Inneres Karosserieseitenblech in Position klemmen.
- Karosserieseitiges Innenblech (1) entsprechend verlöten.
- Um eine solide Lötung mit minimalem Verzug unter Hitze zu erzeugen, sind 25 mm (1 in) Stepplötungen entlang der Naht in Abständen von 25 mm (1 in) vorzunehmen. Danach zurückgehen und die Stepplötung abschließen.
- Karosserieseitiges Innenblech (1) entsprechend punktschweißen.
- 6 x 20 mm (4/16 x 12/16 in) große Langlöcher für das MIG-Löten an der unteren Verstärkung C-Säule (1) herstellen.
- Untere Verstärkung C-Säule ausrichten.
- Passung der unteren Verstärkung C-Säule überprüfen.
- Untere Verstärkung C-Säule in Position klemmen.
- Die untere Verstärkung C-Säule (1) entsprechend löten.
- Um eine solide Lötung mit minimalem Verzug unter Hitze zu erzeugen, sind 25 mm (1 in) Stepplötungen entlang der Naht in Abständen von 25 mm (1 in) vorzunehmen. Danach zurückgehen und die Stepplötung abschließen.
- Die untere Verstärkung C-Säule (1) entsprechend punktschweißen.
- Obere Verstärkung C-Säule einbauen. Siehe Verstärkung C-Säule oben ersetzen .
- Gegebenenfalls vorhandene Dicht- und Korrosionsschutzmittel an die Reparaturstelle anbringen. Siehe Korrosionsschutzmaßnahmen .
- Alle betroffenen Bleche und Bauteile einbauen.
- Das Massekabel Batterie anschließen. Siehe Massekabel Batterie ab- und anklemmen .
- SIR-System aktivieren. Siehe SIR-Aktivierung und Deaktivierung .
| © Copyright Chevrolet. All rights reserved |



