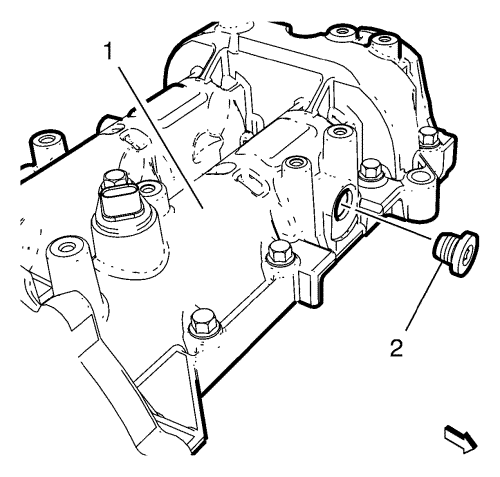
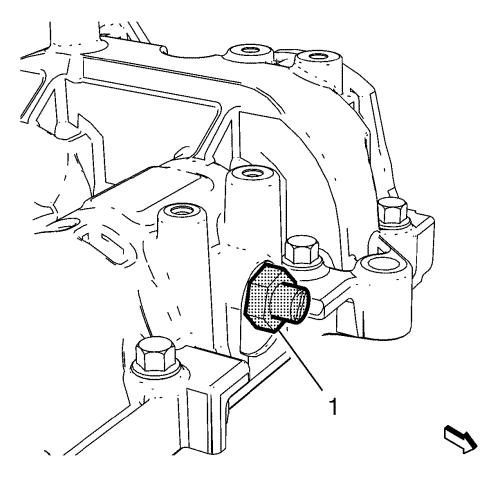
- Den Stopfen (2) Zylinderkopfkernbohrung - Auslassseite vom Nockenwellengehäuse (1) abbauen.
- Gewinde des Stopfens der Zylinderkopfkernbohrung und des Nockenwellengehäuses reinigen.
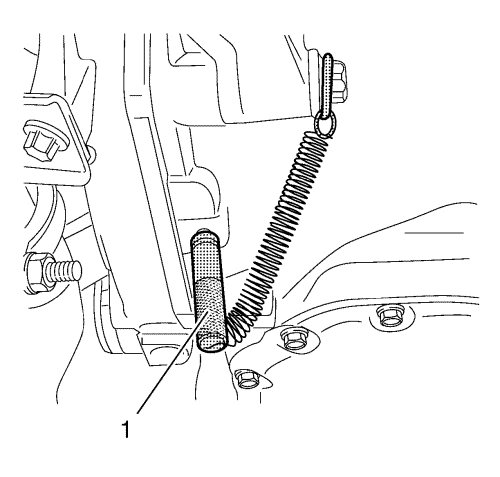
- Das EN-50515 Fixierwerkzeug (1) an der Auslassseite einbauen.
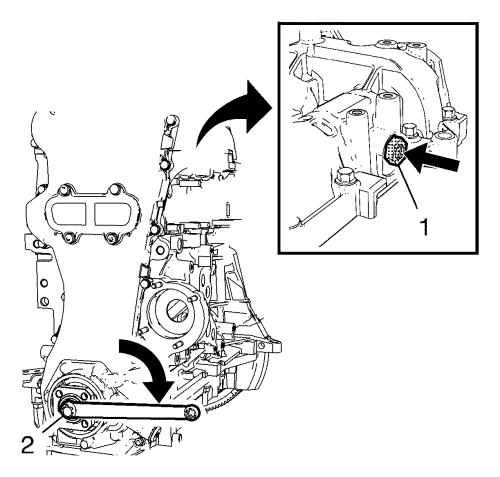
- Druck auf das Fixierwerkzeug EN-50515 (Pfeil) geben und die Kurbelwelle an der Schraube Antriebsrad Kurbelwelle (2) vorsichtig in Motordrehrichtung (Pfeil) drehen, bis das Fixierwerkzeug EN-50515 (1) in die Auslassnockenwelle einrastet.
Hinweis: Wenn das Getriebe eingebaut ist.
- Die Kurbelwelle vorsichtig drehen, bis das Fixierwerkzeug EN-46785 (1) im Schwungrad eingreift.
Hinweis: Wenn das Getriebe ausgebaut ist.
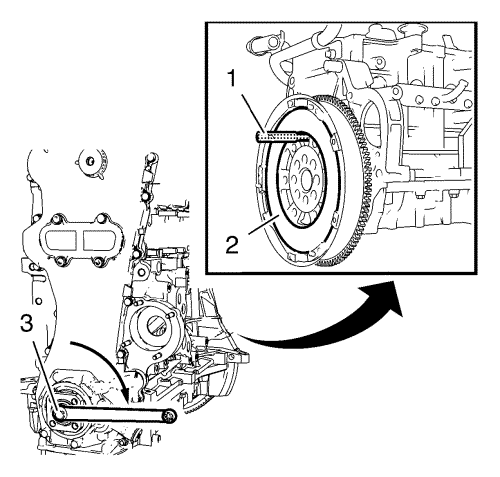
Hinweis: Rastet das Fixierwerkzeug EN-50516 (1) nicht in die Bohrung der Schwungscheibe (2) und in den Zylinderblock ein, die Kurbelwelle an der Schraube Antriebsrad Kurbelwelle (3) ein wenig aus der Position drehen.
- Die Kurbelwelle vorsichtig drehen, bis das Fixierwerkzeug EN-50516 (1) im Schwungrad und im Motorblock eingreift.
- Falls das Fixierwerkzeug EN-50516 oder das Fixierwerkzeug EN-46785 und das Fixierwerkzeug EN-50515 nicht einrasten, siehe Steuerzeiten einstellen
- Das Fixierwerkzeug EN-50516, das Fixierwerkzeug EN-46785 und das Fixierwerkzeug EN-50515 ausbauen.
- Gewinde des Stopfens der Zylinderkopfkernbohrung und des Nockenwellengehäuses reinigen.
Achtung: Siehe Achtung, Befestigungselemente im Vorwort.
- Den Stopfen der Zylinderkopfkernbohrung - Auslassseite (2) am Nockenwellengehäuse (1) anbringen und auf 25 N·m (18 lb ft) festziehen.



