Achtung: Bohrung oder Zylinderblock beim Einbau einer neuen Zylinderlaufbuchse in der Zylinderbohrung nicht abkühlen oder anwärmen. Ein Abkühlen oder Anwärmen der Zylinderlaufbuchse oder des Zylinderblocks kann den Motor beschädigen und hilft nicht beim Aus- oder Einbau der neuen Laufbuchse.
Achtung: Die Zapfen der Kurbelwellenverbindungsstange bzw. den Impulsgeberring nicht beschädigen, da es sonst zu Motorschäden kommen kann!
- Kolben und Pleuel ausbauen. Siehe
Kolben, Pleuel und Lager ersetzen : LE5 oder LE9 .
- Zustand des Kolbens überprüfen. Siehe
Kolben, Pleuel und Lager reinigen und prüfen : LE5 oder LE9 .
- Kurbelwelle so drehen, dass sich das Ausgleichsgewicht rechts und die Verbindungsstange links befindet, aber nicht an der Zylinderbohrung ausgerichtet ist.
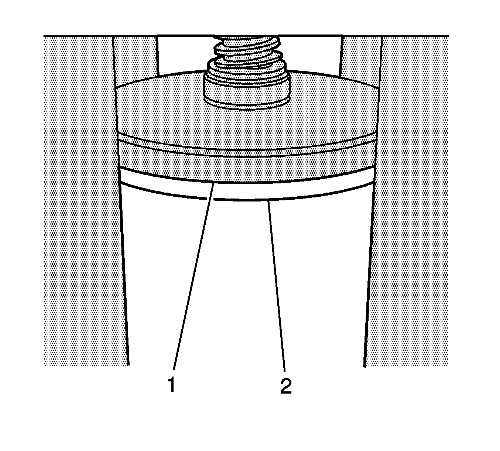
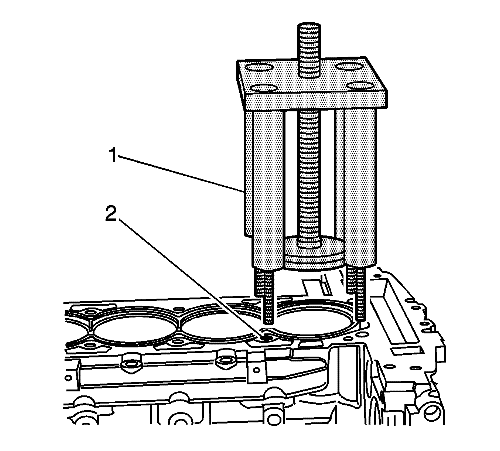
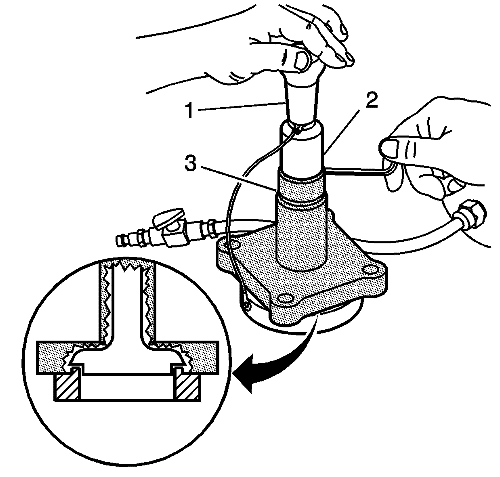
- Abziehvorrichtung EN-45680-882 (1) für die Zylinderlaufbuchse in die Zylinderbohrung einsetzen.
Achtung: Sicherstellen, dass der Sockel glatt an der Unterseite der Zylinderlaufbuchse anliegt, weil sonst die Zylinderlaufbuchsen-Abziehvorrichtung beschädigt wird.
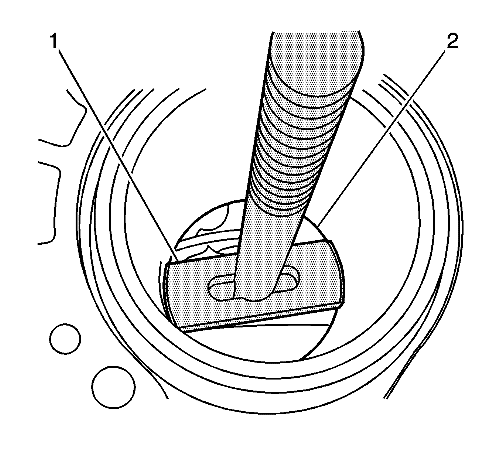
- Sockel (1) der Abziehvorrichtung EN-45680-882 an der Unterseite der Zylinderlaufbuchse (2) ausrichten.
- Gewindestange der Zylinderlaufbuchsen-Abziehvorrichtung EN-45680-882 senkrecht halten, um die Ausrichtung des Sockels in der Zylinderbohrung zu bewahren.
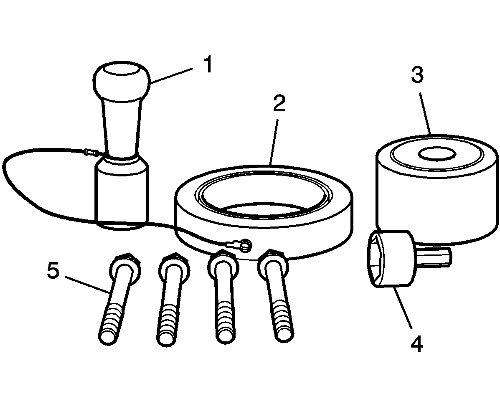
- Haltevorrichtung EN-45680-851 (4) an der Gewindestange der Zylinderlaufbuchsen-Abziehvorrichtung EN-45680-882 und am Motorblock befestigen.
- Lager (3) und Mutter (1) anbringen.
- Mutter (1) am Lager (3) festziehen.
Achtung: Siehe Achtung, Befestigungselemente im Vorwort.
Hinweis: Als Befestigungsschrauben die 4 alten Zylinderkopfschrauben verwenden.
- Die 4 Befestigungsschrauben (2) in die Zylinderkopfbohrungen am Motorblock einsetzen und anziehen. Die Schrauben auf 15 N·m (11 lb ft) festziehen.
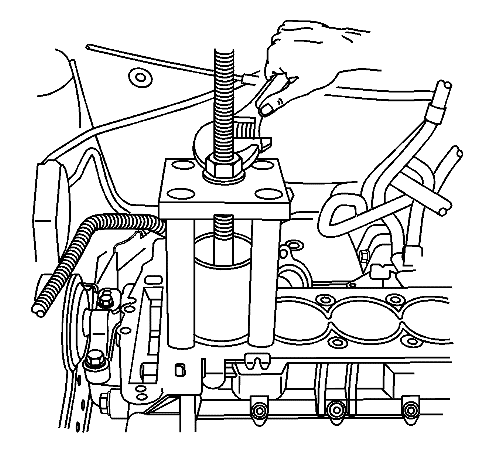
- Mutter im Uhrzeigersinn drehen, um die Zylinderlaufbuchse zu entfernen.
Achtung: Oberfläche des Zylinderblocks nicht beschädigen. Eine Beschädigung der Zylinderblockoberfläche kann zu Motorschäden führen.
- Haltevorrichtung EN-45680-851, Zylinderlaufbuchsen-Abziehvorrichtung EN-45680-882 und Zylinderlaufbuchse aus dem Motorblock ziehen.
- Zylinderbohrung im Zylinderblock auf Risse oder Beschädigungen überprüfen. Bei Rissen oder Schäden den Zylinderblock ersetzen.
Achtung: Beim Einbau einer neuen Zylinderlaufbuchse keine Montagehilfen oder Schmiermittel verwenden, weil sonst der Motor beschädigt wird. Diese helfen nicht beim Einbau der neuen Zylinderlaufbuchse.
Achtung: Bohrung oder Zylinderblock beim Einbau einer neuen Zylinderlaufbuchse in der Zylinderbohrung nicht abkühlen oder anwärmen. Ein Abkühlen oder Anwärmen der Zylinderlaufbuchse oder des Zylinderblocks kann den Motor beschädigen und hilft nicht beim Aus- oder Einbau der neuen Laufbuchse.
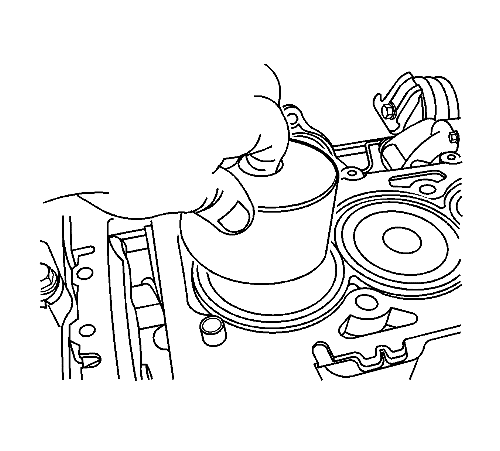
- NEUE Zylinderlaufbuchse auf den Zylinderblock aufsetzen.
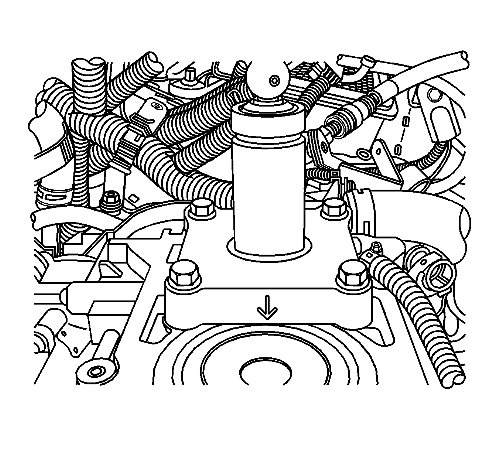
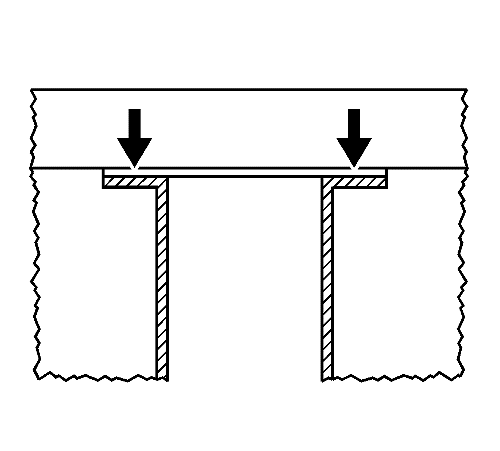
- Haltevorrichtung EN-45680-851 mit dem Zylinderlaufbuchsen-Montagewerkzeug EN-45680-883 über die Zylinderlaufbuchse schieben und am Motorblock anbringen. Nicht auf die Zylinderlaufbuchse drücken.
Hinweis: Als Befestigungsschrauben die 4 alten Zylinderkopfschrauben verwenden.
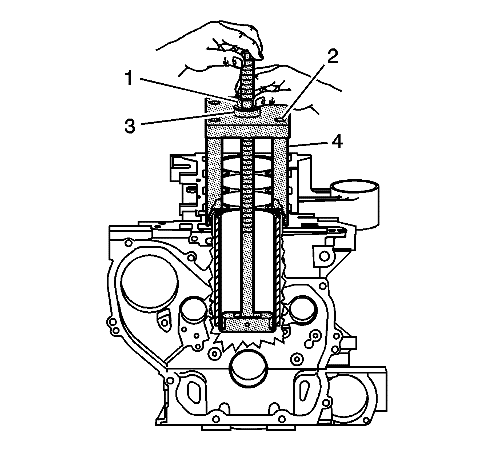
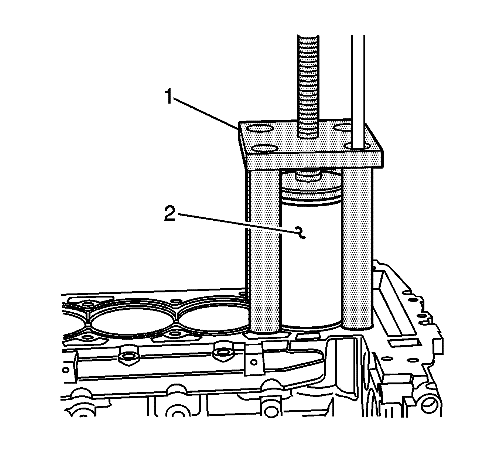
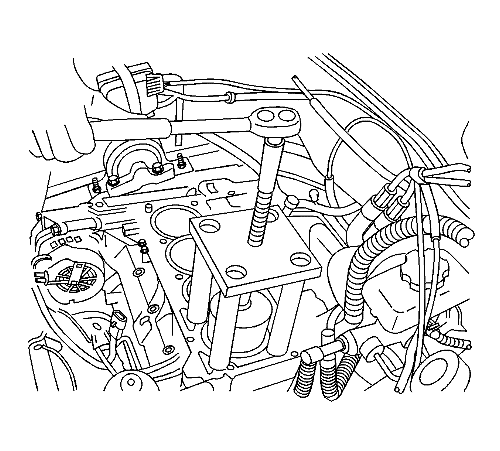
- Die 4 Befestigungsschrauben in die Füße der Haltevorrichtung EN-45680-851 (1) einsetzen. Nicht auf die Zylinderlaufbuchse (2) drücken. Die 4 Befestigungsschrauben auf 15 N·m (11 lb ft) festziehen.
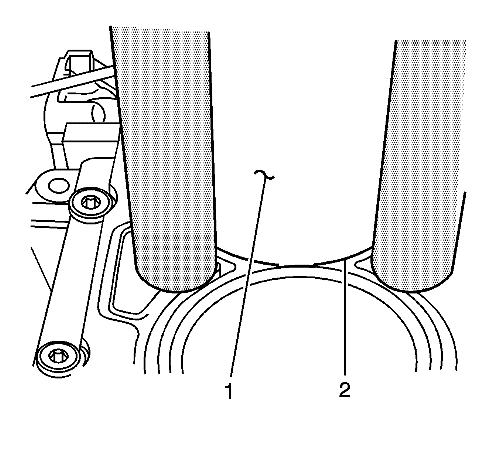
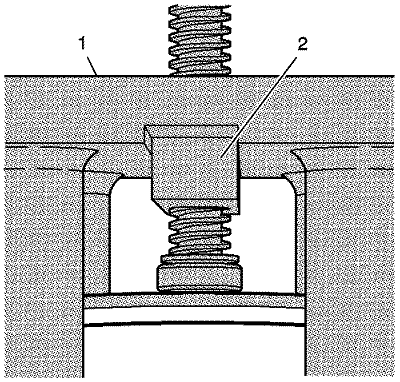
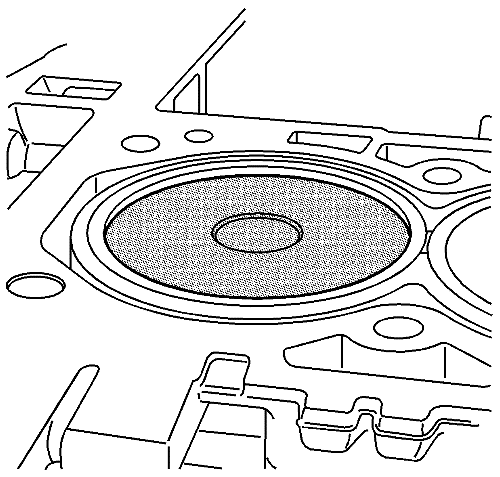
- Unterseite der Zylinderlaufbuchse (1) an der Zylinderbohrung am Motorblock (2) ausrichten.
- Einbauhalterung (1) oben an der Laufbuchse der Zylinderbohrung (2) ausrichten.
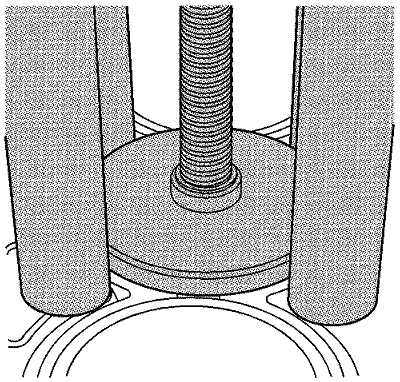
- Druckplatte (2) des Zylinderlaufbuchsen-Montagewerkzeugs EN-45680-883 an der Vertiefung der Haltevorrichtung EN-45680-851 (1) ausrichten.
Achtung: Verwenden Sie keine Druckluft- oder Elektrowerkzeuge, um die Gewindestange des Zylinderlaufbuchsen-Montagewerkzeugs in der Haltevorrichtung zu drehen. Dadurch wird die Laufbuchse beschädigt.
- Gewindestange des Zylinderlaufbuchsen-Montagewerkzeugs EN-45680-883 mithilfe einer Ratsche drehen, um die Zylinderlaufbuchse in den Motorblock einbauen zu können.
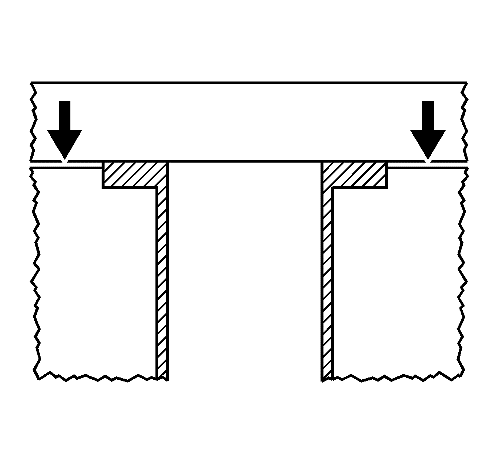
- Führen Sie die Zylinderlaufbuchse nicht vollständig in den Motorblock ein. Lassen Sie die Zylinderlaufbuchse ca. 1,6 mm (1/16 in) über den Zylinderblock hervorstehen.
- Ziehen Sie die Gewindestange des Zylinderlaufbuchsen-Montagewerkzeugs EN-45680-883 auf 102 N·m (75 lb ft) fest, um die Laufbuchse vollständig in den Zylinderblock einzusetzen. Ist die Zylinderlaufbuchse korrekt eingebaut, steht nur ein minimaler Teil des Laufbuchsenflanschs über die Zylinderblockoberfläche hinaus.
- Befestigungsstück EN-45680-851 und Zylinderbohrungslaufbuchsen-Montagebaugruppe EN-45680-883 (1) aus dem Zylinderblock (2) ausbauen.
Achtung: Zylinderlaufbuchse nicht bohren oder schleifen. Die Laufbuchse wurde mit korrektem Innendurchmesser (ID) vorgefertigt und wird im fertigbearbeiteten, geschliffenen Zustand ausgeliefert. Bei einer Änderung der werksseitigen Abmessungen und Oberflächenbearbeitung durch zusätzliches Bohren und Schleifen wird der Motor beschädigt und es kommt zu einer übermäßigen Geräuschentwicklung oder einem erhöhten Ölverbrauch.
- Nach Einbau der NEUEN Zylinderlaufbuchse(n) im Motorblock schleifen Sie überzähliges Material vom Zylinderlaufbuchsenflansch ab.
Achtung: Achten Sie darauf, dass alle Metallpartikel aufgefangen werden, um eine Beschädigung der inneren Motorbaugruppen oder Lager zu verhindern.
- Den Auffangbehälter für Metallspäne EN-45680-884 in die zu entgratende Laufbuchse einsetzen. Oberseite ca. 3,0 mm (0,12 in) unter der Oberfläche der Zylinderlaufbuchse ansetzen.
- Weitere Auffangbehälter für Metallspäne EN-45680-884 in alle anderen Zylinderlaufbuchsen einsetzen.
Achtung: Wenn der Auffangbehälter tiefer als mit der empfohlenen Tiefe eingesetzt wird, verringert sich der Unterdruck und die Systemleistung verschlechtert sich. Bei einem verringerten Unterdruck im Unterdrucksystem gelangen Metallspäne in den Motorinnenraum, was zu einem Motorschaden führen kann.
Achtung: Wird der Auffangbehälter für Metallspäne weniger tief eingesetzt als empfohlen, wird der Auffangbehälter beschädigt.
- Stellen Sie sicher, dass der Auffangbehälter für Metallspäne EN-45680-884 genau 3,0 mm (0,12 in) unter der Oberfläche der Zylinderlaufbuchse sitzt.
- Überprüfen Sie, ob der richtige Führungszapfen und das richtige Kantenschneid-Bit auf der Kantenschneid-Grundbaugruppe EN-45680-861 angebracht sind:
| • | Kantenschneid-Bit EN-45680-881, 88mm-Zylinderlaufbuchse |
| • | Führungszapfen EN-45680-885, 88mm-Zylinderlaufbuchse |
Hinweis: Bevor das Entgratungswerkzeug verwendet werden kann, muss die Höhe der Messer entsprechend den Vorgaben eingestellt werden. Bei einer korrekten Höhe muss der Flansch der Zylinderlaufbuchse 0,02 mm (0,0008 in) bündig über der Oberfläche des Zylinderblocks liegen.
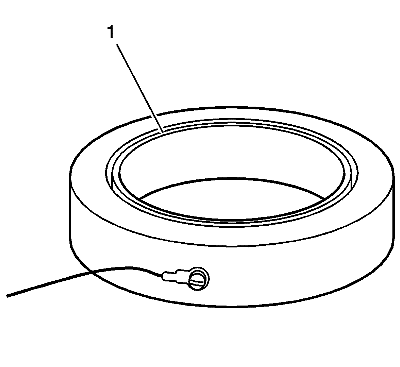
- Die Seite des Messrings (1) mit der Nut an der Passring-Baugruppe EN-45680-886 muss auf einer glatten Oberfläche nach oben zeigen.
Hinweis: Überprüfen, ob die Passringoberflächen des Satzes EN-45680-882 sauber sind.
- Entgratungswerkzeug EN-45680-881 vorsichtig auf den Passring aufsetzen.
- Wellenbundschraube (2) lösen.
- Wellenbund (2) mit der Entgratungswerkzeug-Spannfeder (1) nach unten drücken, bis der Wellenbund am Flanschlager (3) anliegt.
Hinweis: Danach braucht die Höhe des Entgratungswerkzeugs EN 45680-881 erst wieder geändert zu werden, wenn die Messer abgenutzt oder beschädigt sind oder ausgetauscht werden.
- Mit der Entgratungswerkzeug-Spannfeder (1) den Wellenbund und die interne Antriebswelle nach unten drücken und die Wellenbundschraube auf 19 N·m (14 lb ft) anziehen.
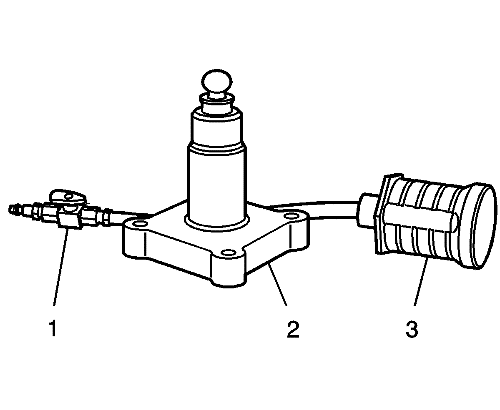
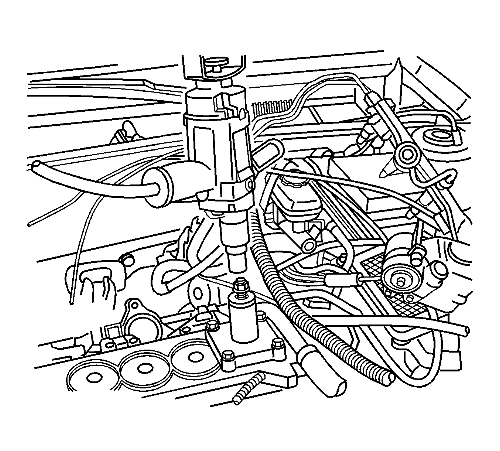
- Entgratungswerkzeug EN-45680-861 mit dem Richtungspfeil in Richtung der Kurbelwellenmittellinie und zur Vorderseite des Motorblocks auf den zu entgratenden Zylinder aufsetzen.
- Die Befestigungsschrauben EN-45680-864 in die Zylinderkopfbohrungen am Motorblock einsetzen und auf 20 N·m (15 lb ft) anziehen.
Achtung: Für eine ordnungsgemäße Funktion des Werkzeugs muss ein Bohrer mit 1/2 Zoll Bohrfutter, 1 1/8 hp, 7 A, Dreifachuntersetzung und Drehzahl 450–600 min-1 mit Drehrichtung im Uhrzeigersinn verwendet werden. Bei einem falschen Bohrermotor wird die Zylinderlaufbuchse beschädigt.
- Die Antriebsadapter EN-45680-866 im Bohrfutter befestigen.
Achtung: Sicherstellen, dass Zuluftschlauch und Unterdruckschlauch nicht gequetscht sind. Quetschungen im Schlauch können dazu führen, dass die Metallspäne in verschiedene Richtungen aus dem Werkzeug ausgeworfen werden, wodurch der Motor beschädigt werden kann.
- Eine Druckluftversorgung (75–125 psi) an die Schnellkupplung des Entgratungswerkzeugs EN-45680-861 anschließen. Druckluftventil öffnen. Dadurch wird das Venturi-Unterdrucksystem gestartet, das die Metallspäne sammelt.
Hinweis: Das Entgraten sollte nicht länger als 15 Sekunden dauern. Andernfalls müssen die Entgratungs-Bits für eine neue Schnittoberfläche neu positioniert werden.
- Den Antriebsadapter EN-45680-866 und die Bohrerbaugruppe senkrecht auf die Antriebsadapterseite des Entgratungswerkzeugs EN-45680-861 aufsetzen. Den Bohrer nicht nach unten drücken, bis die vollständige Drehzahl erreicht ist. Wenn die vollständige Drehzahl erreicht ist, langsam nach unten drücken, bis nach ca. 5 Sekunden das Entgraten beendet ist.
- Den Antriebsadapter EN-45680-866 (1) und die Bohrerbaugruppe vom Entgratungswerkzeug EN-45680-861 abnehmen.
- Das Druckluftventil schließen.
- Das Entgratungswerkzeug EN-45680-861 vom Motorblock abnehmen.
- Alle Staubrückstände von der Laufbuchse der Zylinderbohrung und deren Umgebung abwischen. Auffangstopfen EN-45680-884 für Metallspäne entfernen.
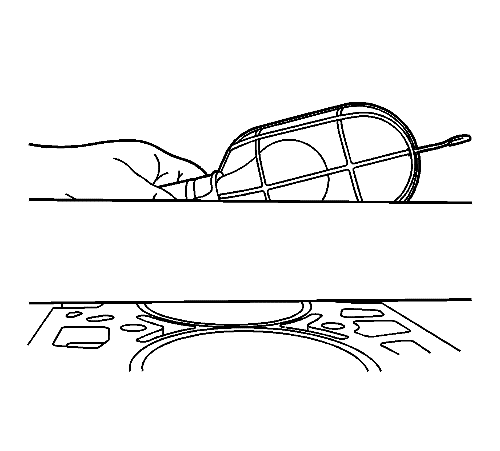
- Ein Haarlineal lotrecht zur Mittellinie der Kurbelwelle auf den Zylinderblock aufsetzen.
- Rückseite des Haarlineals mit einer Lichtquelle beleuchten.
- Von vorne überprüfen, ob zwischen dem Haarlineal und dem Flansch der Zylinderlaufbuchse Licht durchscheint. Falls an einer oder beiden Seiten der Zylinderlaufbuchse Licht durchdringt, wurde die Laufbuchse falsch entgratet und es muss eine neue Laufbuchse eingebaut werden.
- Von vorne überprüfen, ob zwischen dem Haarlineal und der Oberfläche des Zylinderblocks Licht durchscheint. Falls an beiden Seiten des Zylinderblocks Licht durchscheint, wurde die Zylinderlaufbuchse korrekt entgratet.
- Wiederholen Sie bei Bedarf die Schritte 10–19 an der nächsten zu entgratenden Laufbuchse.
- Kolben und Pleuel einbauen. Siehe
Kolben, Pleuel und Lager ersetzen : LE5 oder LE9 .