Captiva |
||||||||
|
|
|
|||||||
EN-42385-850 Gewindereparatursatz
Gleichwertige Werkzeuge anderer Märkte, siehe Spezialwerkzeug : LE5 oder LE9 .
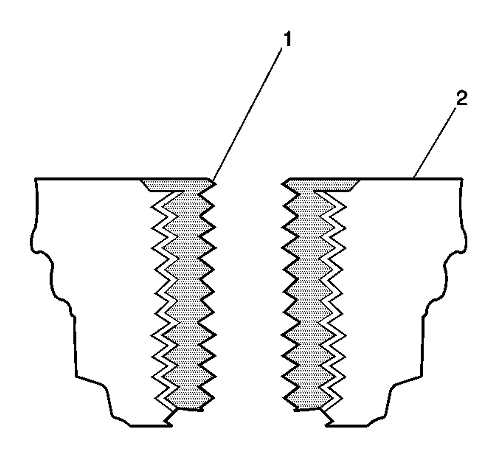
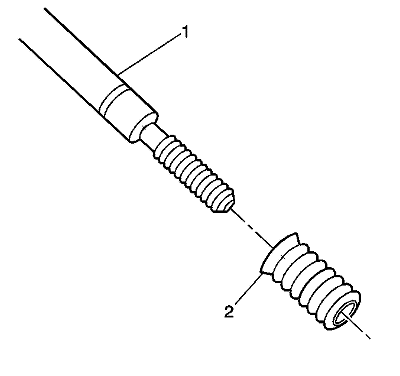
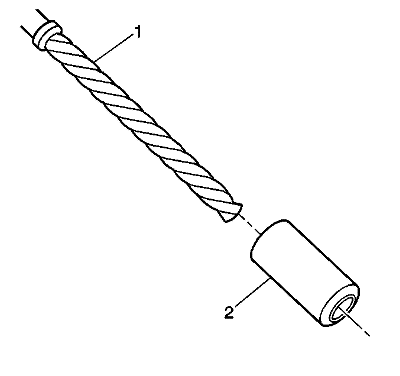
Für das Gewindereparaturverfahren ist ein fester, dünnwandiger, selbstsichernder, buchsenartiger Karbonstahleinsatz erforderlich (1). Während des Einbaus der Buchse treibt der Treibdorn die unteren Außengewinde des Einsatzes in das Grundmaterial (2). Dadurch wird der Einsatz mechanisch fixiert. Wenn der Einsatz korrekt eingedreht wurde, sitzt die Oberkante des Einsatzes außerdem direkt auf der Senkung der reparierten Gewindebohrung.
Hinweis: Für das Bohren, Ansenken und Gewindeschneiden wird die Verwendung eines Schneidöls, z. B. WD 40® oder ein gleichwertiges Produkt empfohlen. Siehe Klebstoffe, Flüssigkeiten, Schmiermittel und Dichtmassen .
Am Treibdorn MUSS Treiböl aufgetragen werden. Die Werkzeugsätze wurden für die Verwendung mit einem geeigneten Schneideisenhalter oder Bohrmotor konzipiert.| • | Für M6-Einsätze ist eine Mindestbohrungstiefe von 15 mm (0,59 in) erforderlich. |
| • | Für M8-Einsätze ist eine Mindestbohrungstiefe von 20 mm (0,79 in) erforderlich. |
| • | Für M10-Einsätze ist eine Mindestbohrungstiefe von 23,5 mm (0,93 in) erforderlich. |
Warnung: Siehe Warnung Schutzbrille und Druckluft im Vorwort.
| • | Für M6-Einsätze ist eine Mindestschneidetiefe von 15 mm (0,59 in) erforderlich. |
| • | Für M8-Einsätze ist eine Mindestschneidetiefe von 20 mm (0,79 in) erforderlich. |
| • | Für M10-Einsätze ist eine Mindestschneidetiefe von 23,5 mm (0,93 in) erforderlich. |
Warnung: Siehe Warnung Schutzbrille und Druckluft im Vorwort.
Warnung: Siehe Reinigungsmittel-Warnhinweis im Vorwort.
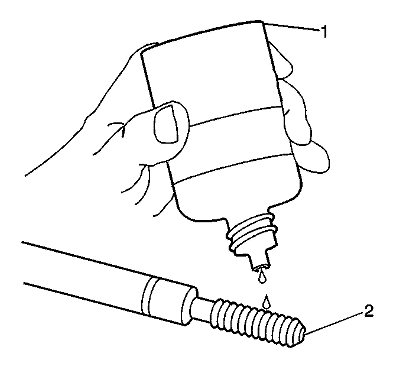
Hinweis: Öl oder andere Fremdstoffe dürfen keinesfalls mit dem Außengewinde des Einsatzes in Kontakt kommen.
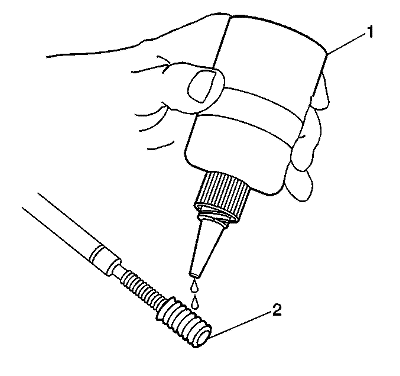
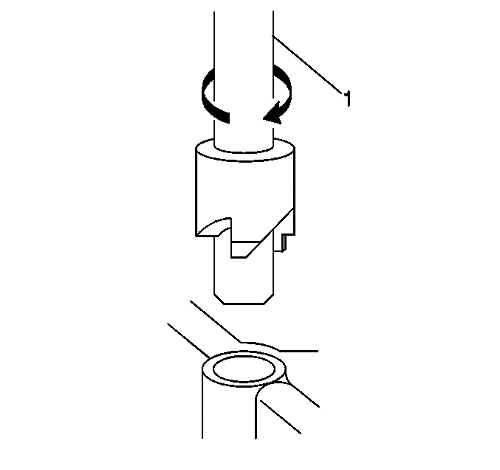
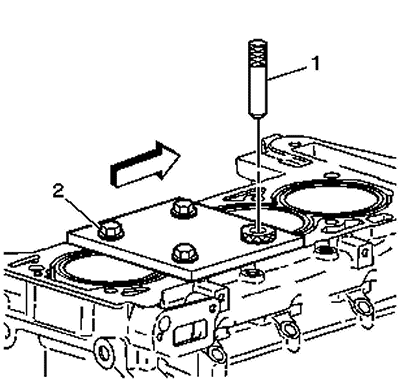
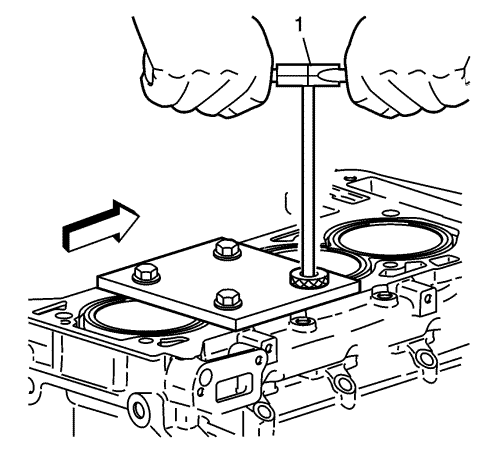
Den Einsatz soweit eindrehen, bis die Oberkante des Einsatzes die Senkfläche berührt. Das Einbauwerkzeug (1) weiter durch den Einsatz drehen.
Das Einbauwerkzeug zieht sich vor dem Durchschrauben des Einsatzes fest. Das ist zulässig. Dadurch werden die Gewinde unten am Einsatz geformt und der Einsatz wird mechanisch im Gewinde des Grundmaterials fixiert.
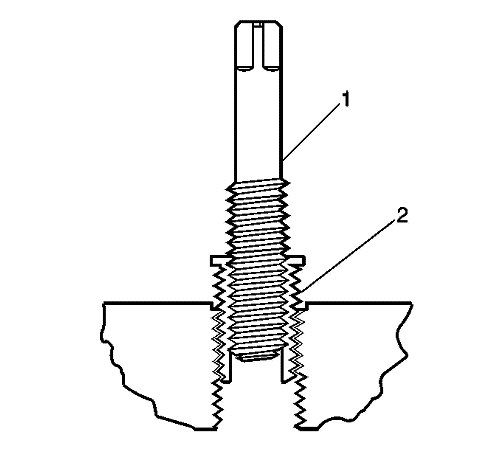
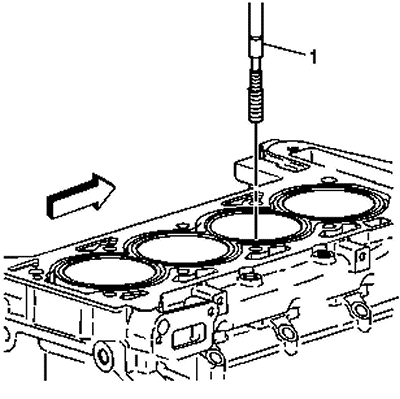
Ein korrekt eingedrehter Einsatz (1) liegt entweder auf gleicher Höhe mit der Oberfläche des Grundmaterials (2) oder knapp darunter.
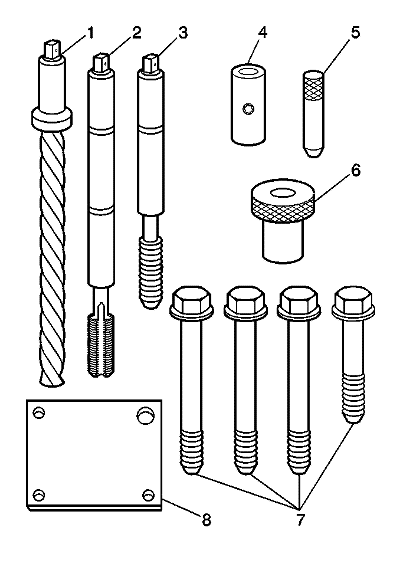
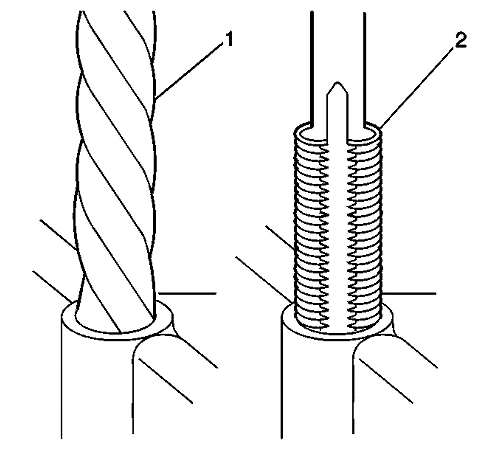
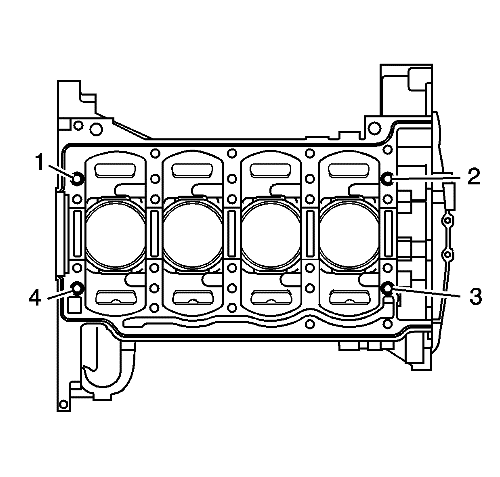
| • | Bohrer (1) |
| • | Gewindebohrer (2) |
| • | Einbauwerkzeug (3) |
| • | Hülse (4) |
| • | Ausrichtstift (5) |
| • | Buchse (6) |
| • | Schrauben (7) |
| • | Befestigungsplatte (8) |
Warnung: Siehe Warnung Schutzbrille und Druckluft im Vorwort.
Hinweis: Für das Bohren und Gewindeschneiden wird die Verwendung eines Schneidöls, z. B. WD 40® oder ein gleichwertiges Produkt empfohlen. Siehe Klebstoffe, Flüssigkeiten, Schmiermittel und Dichtmassen .
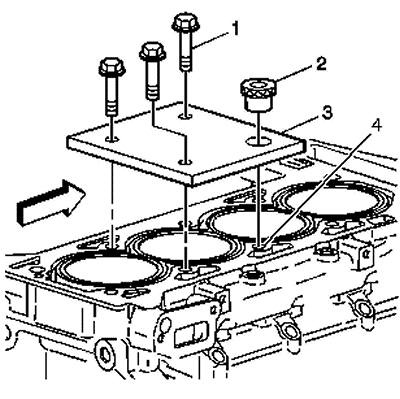
Am Treibdorn MUSS Treiböl aufgetragen werden. Die Werkzeugsätze wurden für die Verwendung mit einem geeigneten Schneideisenhalter oder Bohrmotor konzipiert.Befestigungsplatte und Buchse über der zu reparierenden Bohrung (4) positionieren.
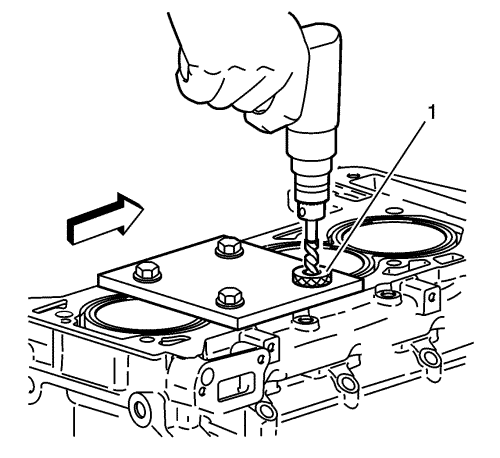
Hinweis: Beim Ausfräsen muss der Bohrer wiederholt herausgenommen werden, um die Bohrung von Spänen zu befreien.
So weit bohren, bis der Anschlagbund (1) der Hülse die Buchse berührt.
Warnung: Siehe Warnung Schutzbrille und Druckluft im Vorwort.
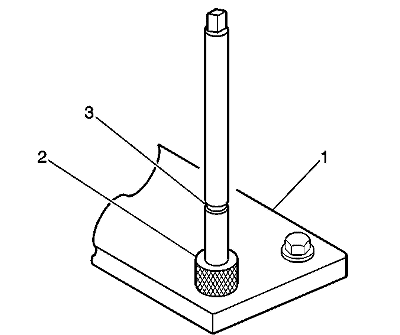
Um die neuen Gewinde auf die korrekte Tiefe zu schneiden, den Gewindebohrer in die Bohrung hineindrehen, bis die Markierung (3) auf dem Gewindebohrer mit der Oberkante der Bohrbuchse (2) übereinstimmt.
Warnung: Siehe Warnung Schutzbrille und Druckluft im Vorwort.
Warnung: Siehe Reinigungsmittel-Warnhinweis im Vorwort.
Hinweis: Öl oder andere Fremdstoffe dürfen keinesfalls mit dem Außengewinde des Einsatzes in Kontakt kommen.
Treibdorn drehen, bis die Markierung am Treibdorn mit der Oberkante des Motorblocks übereinstimmt.
Das Einbauwerkzeug zieht sich vor dem Durchschrauben des Einsatzes fest. Das ist zulässig. Dadurch werden die Gewinde unten am Einsatz geformt und der Einsatz wird mechanisch im Gewinde des Grundmaterials fixiert.
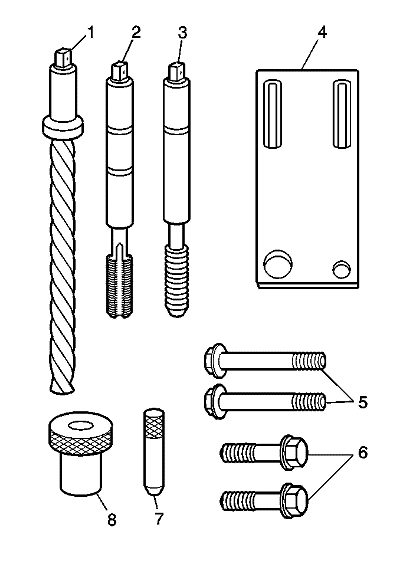
| • | Bohrer (1) |
| • | Gewindebohrer (2) |
| • | Einbauwerkzeug (3) |
| • | Befestigungsplatte (4) |
| • | Lange Schrauben (5) |
| • | Kurze Schrauben (6) |
| • | Ausrichtstift (7) |
| • | Buchse (8) |
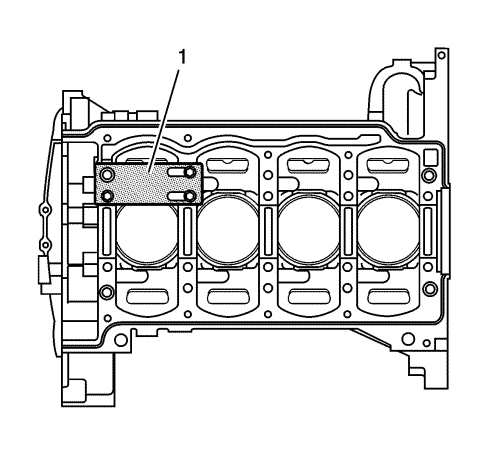
Befestigungsplatte und Buchse über der zu reparierenden Bohrung positionieren.
Warnung: Siehe Warnung Schutzbrille und Druckluft im Vorwort.
Um die neuen Gewinde auf die korrekte Tiefe zu schneiden, den Gewindebohrer in die Bohrung hineindrehen, bis die Markierung (3) auf dem Gewindebohrer mit der Oberkante der Buchse (2) übereinstimmt.
Warnung: Siehe Warnung Schutzbrille und Druckluft im Vorwort.
Warnung: Siehe Reinigungsmittel-Warnhinweis im Vorwort.
Hinweis: Öl oder andere Fremdstoffe dürfen keinesfalls mit dem Außengewinde des Einsatzes in Kontakt kommen.
Hinweis: Befestigungsplatte und Buchse bleiben während des Einbaus des Einsatzes am Motorblock angebaut.
Den Treibdorn drehen, bis die Markierung (3) am Treibdorn mit der Oberkante der Buchse (2) übereinstimmt.
Das Einbauwerkzeug zieht sich vor dem Durchschrauben des Einsatzes fest. Das ist zulässig. Dadurch werden die Gewinde unten am Einsatz geformt und der Einsatz wird mechanisch im Gewinde des Grundmaterials fixiert.
| © Copyright Chevrolet. All rights reserved |



