Crankshaft and Bearing Installation - LE5 or LE9
Special Tools
| • | EN-8087 Cylinder Bore Checking Gauge |
For equivalent regional tools, refer to
Special Tools : LE5 or LE9 .
Note: If crankshaft bearing failure is due to other than normal wear, investigate the cause. Inspect the crankshaft or connecting rod bearing bores.
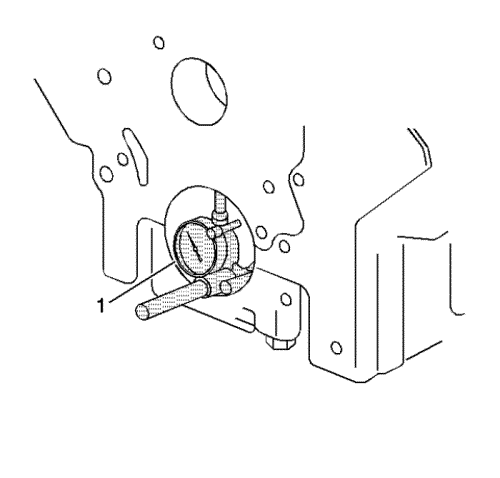
Inspect the connecting rod bearing bores or crankshaft main bearing bores using the following procedure:
| • | Tighten the bedplate to specification using the EN 45059 meter . |
| • | Measure the bearing bore for taper and out-of-round using the EN-8087 gauge (1). |
| • | No taper or out-of-round should exist. |
Bearing Selection
- Measure the bearing clearance to determine the correct replacement bearing insert size. There are 2 methods to measure bearing clearance. Method A gives more reliable results and is preferred.
| • | Method A yields measurement from which the bearing clearance can be computed. |
| • | Method B yields the bearing clearance directly. Method B does not give any indication of bearing run-out. |
Note: Do not mix inserts of different nominal size in the same bearing bore.
- To measure bearing clearance using Method A, use the following procedure:
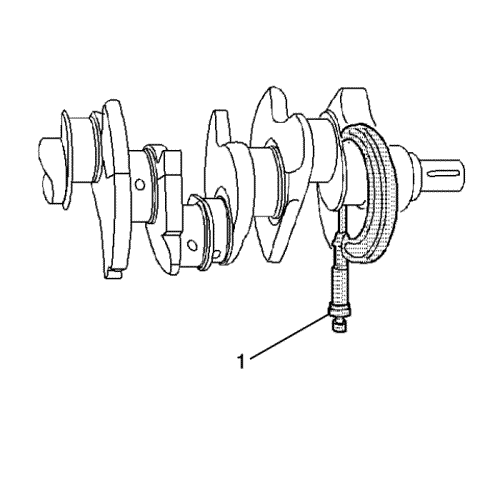
| 2.1. | Measure the crankshaft bearing journal diameter with a micrometer (1) in several places, 90 degrees apart. Average the measurements. |
| 2.2. | Measure the crankshaft bearing journal taper and runout. |
| 2.3. | Install the lower crankcase and tighten the bearing cap bolts to specification. |
| 2.4. | Measure bearing inside diameter (ID) in several places 90 degrees apart, average measurements. |
| 2.5. | Subtract journal measurement from bearing ID measurement to determine clearance. |
| 2.6. | Determine whether clearance is within specification. |
| 2.7. | If out of specification, choose different inserts. |
| 2.8. | Measure the connecting rod inside diameter in the same direction as the length of the rod with an inside micrometer. |
| 2.9. | Measure the crankshaft main bearing inside diameter with an inside micrometer. |
- To measure bearing clearance using Method B, use the following procedure:
| 3.1. | Clean the used bearing inserts. |
| 3.2. | Install the used bearing inserts. |
| 3.3. | Place a piece of gaging plastic across the entire bearing width. |
| 3.4. | Install the bearing caps. |
Caution: In order to prevent the possibility of cylinder block or crankshaft bearing cap damage, the crankshaft bearing caps are tapped into the cylinder block cavity using a brass, lead, or a leather mallet before the attaching bolts are installed. Do not use attaching bolts to pull the crankshaft bearing caps into the seats. Failure to use this process may damage a cylinder block or a bearing cap.
| 3.5. | Install the bearing cap bolts to specification. |
| | Note: Do not rotate the crankshaft. |
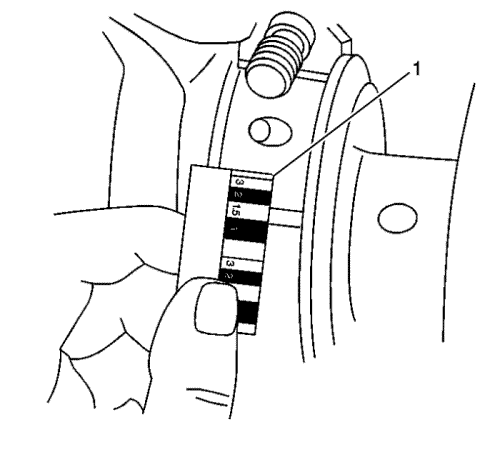
| 3.6. | Remove the bearing cap, leaving the gauging plastic in place. It does not matter whether the gauging plastic adheres to the journal or to the bearing cap. |
| 3.7. | Measure the gauging plastic at its widest point with the scale (1) printed on the gauging plastic package. |
| 3.8. | Remove the gauging plastic. |
| © Copyright Chevrolet. All rights reserved |



