Warning : Refer to Approved Equipment for Collision Repair Warning in the Preface section.
Warning : Refer to Collision Sectioning Warning in the Preface section.
Warning : Refer to Glass and Sheet Metal Handling Warning in the Preface section.
- Disable the SIR System. Refer to SIR Disabling and Enabling .
- Disconnect the negative battery cable. Refer to
Battery Negative Cable Disconnection and Connection : without Start/Stop System .
- Remove all related panels and components.
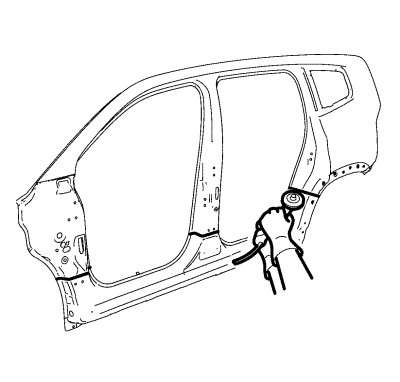
- Visually inspect the damage. Repair as much of the damage as possible.
- Remove the sealers and anti-corrosion materials from the repair area, as necessary. Refer to
Anti-Corrosion Treatment and Repair : Base .
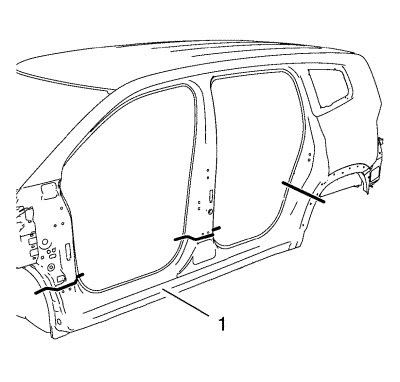
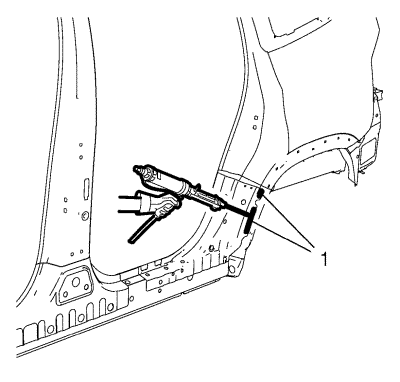
- Create cut lines on the rocker outer panel (1).
- Cut the panel (1) where sectioning is to be performed.
Note : Do not damage any inner panels or reinforcements.
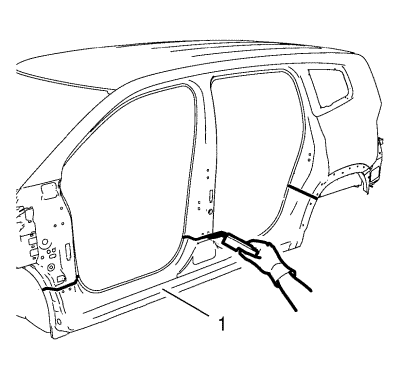
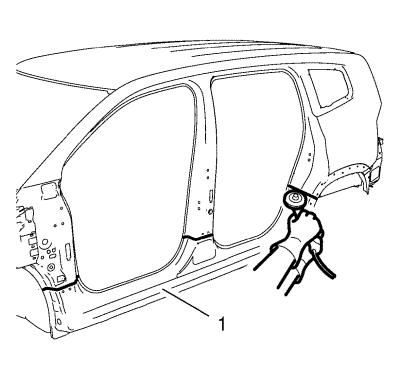
- Locate and mark all the necessary factory welds of the rocker outer panel (1).
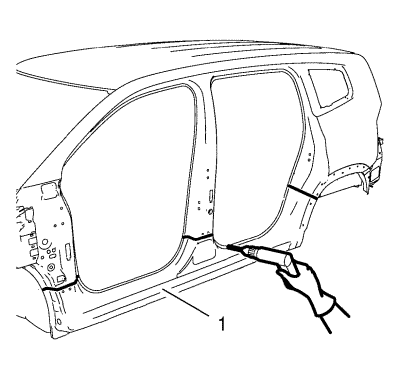
- Drill all factory welds. Note the number and location of welds for installation of the service assembly.
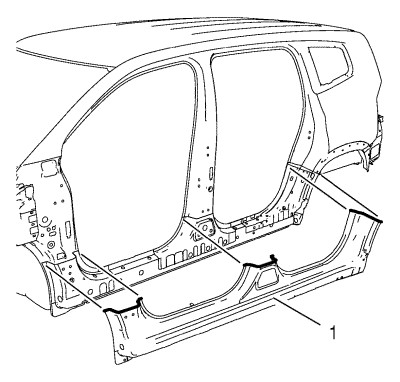
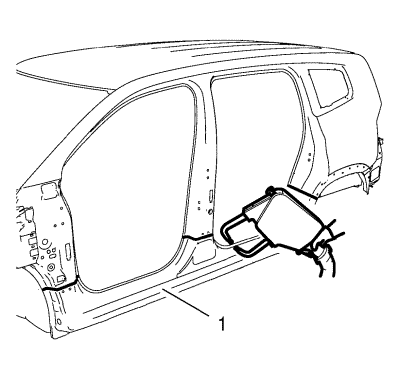
- Remove the damaged rocker outer panel (1).