Kształtownik bocznego pokrycia zewnętrznego -- Spawanie metodą MAG, 4-drzwiowy notchback 69
Narzędzie specjalne
| • | BO-6396 Szczypce zaciskowe |
| • | BO-6392 Zestaw narzędzi do wywijania kołnierzy |
Lokalne odpowiedniki narzędzi, przejdź do Narzędzie specjalne .
Uwaga: Zgodnie z różnymi gwarancjami antykorozyjnymi, dozwolone są tylko obowiązkowe regionalne techniki łączenia.
Procedura demontażu
Ostrzeżenie: Przejść do Ostrzeżenie dotyczące wyposażenia zatwierdzonego do dokonywania napraw powypadkowych w sekcji Przedmowa.
Ostrzeżenie: Przejść do Ostrzeżenie dotyczące miejsc podziału elementów nadwozia przy uszkodzeniach powypadkowych w sekcji Przedmowa.
Ostrzeżenie: Przejść do Ostrzeżenie dotyczące sposobu obchodzenia się ze szkłem i cienką blachą w sekcji Przedmowa.
- Wyłączyć układ SIR. Przejdź do Włączanie i wyłączanie systemu SIR .
- Odłączyć ujemny przewód akumulatora. Przejdź do Odłączenie i podłączenie ujemnego przewodu akumulatora .
- Wymontować wszystkie powiązane blachy i części składowe.
- Sprawdzić wzrokowo uszkodzenie. Naprawić uszkodzenie w możliwie największym stopniu.
- Usunąć wszystkie środki uszczelniające i materiały antykorozyjne z obszaru naprawy, według potrzeby. Przejdź do Naprawy i zabezpieczenie antykorozyjne .
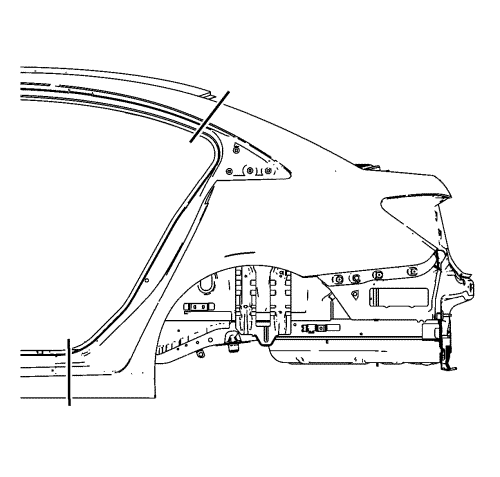
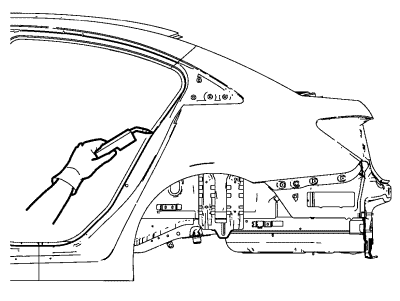
- Wyznaczyć linie cięcia na tylnym bocznym panelu nadwozia.
Uwaga: Nie wolno uszkodzić żadnych pokryć wewnętrznych lub wzmocnień.
- Przeciąć panel w odpowiednich miejscach podziału.
- Otworzyć kołnierz wnęki koła.
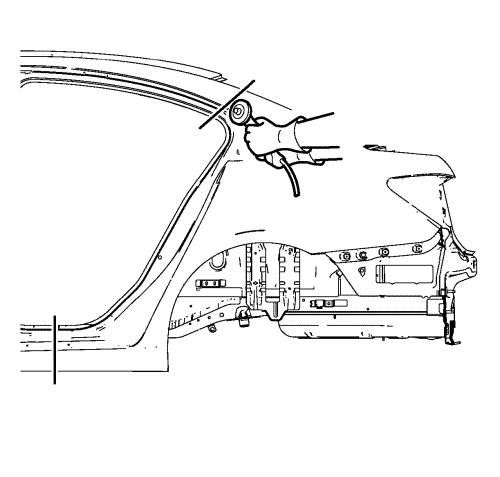
- Zlokalizować i zaznaczyć wszystkie niezbędne spoiny fabryczne na tylnym bocznym panelu nadwozia.
- Rozwiercić wszystkie spawy fabryczne. Odnotować liczbę oraz rozmieszczenie spawów pod kątem montażu zespołu serwisowego.
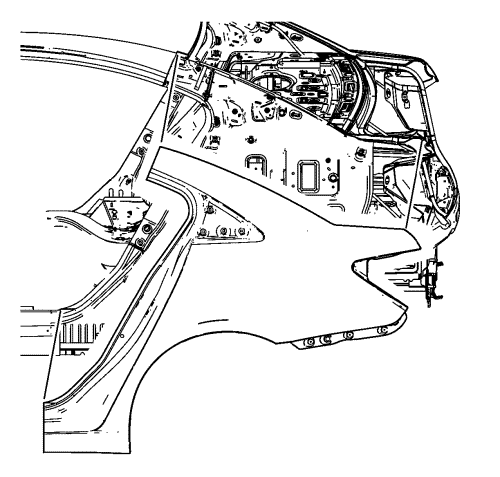
- Usunąć uszkodzony tylny boczny panel zewnętrzny nadwozia.
Procedura montażu
- Przeciąć panel tylny boczny panel nadwozia w odpowiednich miejscach dopasowanych do pozostałego pierwotnego panelu. Miejsce podziału należy poddać obróbce, by powstała szczelina wynosząca półtora grubości blachy w miejscu podziału.
- Wykonać wkładkę tylną 50 mm (2 cale) z niewykorzystanego fragmentu części zamiennej.
- Wywiercić otwory wiertłem 8 mm (5/16 cala) wzdłuż cięcia podziałowego na pozostałej części pierwotnej. Rozmieścić te otwory w odległości 13 mm (1/2 cala) od krawędzi części i w odstępach co 40 mm (1 1/2 cala).
- Przygotować wszystkie powierzchnie łączące według potrzeby.
- Włożyć wkładki tylne do połowy w miejscach podziału, zamocować zaciskami i przyspawać punktowo do pojazdu.
- Ustawić tylny boczny panel nadwozia.
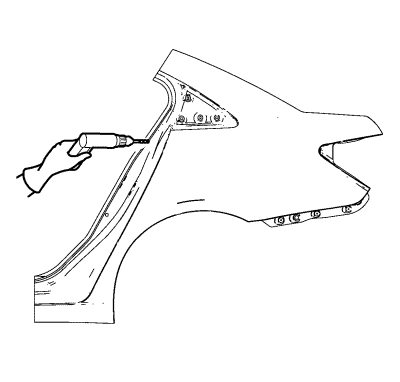
- Wywiercić otwory spoin punktowych wiertłem 8 mm (5/16 cala) wzdłuż krawędzi tylnego bocznego panelu nadwozia w miejscach określonych według pierwotnego panelu.
- Oczyścić i przygotować stykające się powierzchnie do spawania.
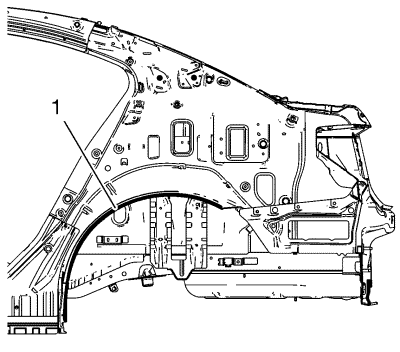
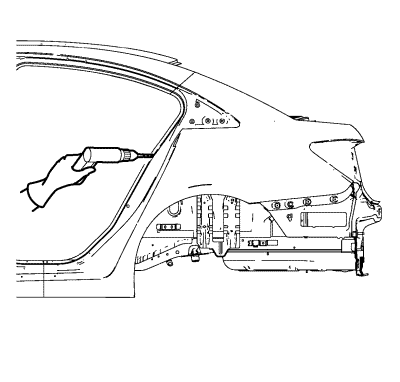
- Nanieść jednoskładnikowy klej uretanowy do szyb przednich (1) w miejscach określonych według pierwotnego panelu.
- Ustawić tylny boczny panel nadwozia w pojeździe.
- Sprawdzić dopasowanie bocznego pokrycia zewnętrznego.
- Wcisnąć boczne pokrycie zewnętrzne na miejsce.
- Wykonać odpowiednio spawanie punktowe.
- Aby wykonać pełną spoinę z minimalnym odkształceniem termicznym, wykonać wzdłuż spoiny szwy ciągłe o długości 25 mm (1 cal) z przerwami o długości 25 mm (1 cal). Następnie cofnąć się i uzupełnić szew ciągły.
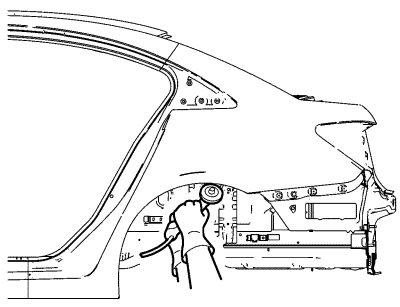
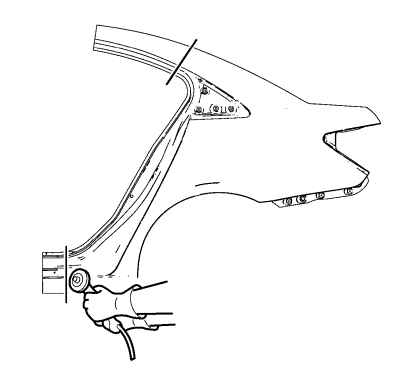
- Wykonać wstępnie kołnierz za pomocą szczypiec BO-6396 i zestawu narzędzi BO-6392.
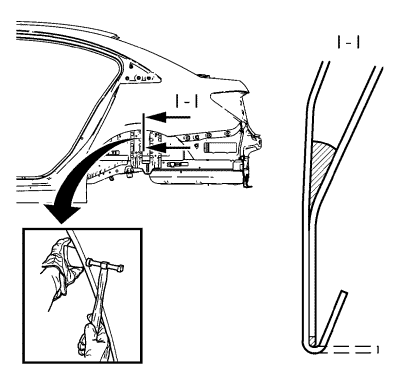
- Dokończyć zamykanie kołnierza wnęki koła.
- Nałożyć środki uszczelniające i materiały antykorozyjne w obszarze naprawy, według potrzeby. Przejdź do Naprawy i zabezpieczenie antykorozyjne .
- Polakierować naprawianą powierzchnię. Przejdź do Systemy nakładania podkładowych/bezbarwnych powłok lakierniczych .
- Zamontować wszystkie powiązane blachy i części składowe.
- Podłączyć ujemny przewód akumulatora. Przejdź do Odłączenie i podłączenie ujemnego przewodu akumulatora .
- Aktywować system SIR. Przejdź do Włączanie i wyłączanie systemu SIR .
| © Copyright Chevrolet. All rights reserved |



