Atenţie: Nu răciţi sau încălziţi cămaşa cilindrului sau blocul cilindrilor când demontaţi sau montaţi o cămaşă de cilindru nouă. Răcirea sau încălzirea cămăşii sau blocului cilindrilor va produce deteriorarea motorului şi nu va ajuta demontarea sau montarea noii cămăşi cilindru.
Atenţie: Nu deterioraţi pivoţii tijelor de conectare a arborelui cotit sau inelul reluctor, în caz contrar va fi deteriorat motorul.
- Demontaţi pistonul şi tija de conectare. Consultaţi
Schimbare piston, bielă şi lagăr : LE5 sau LE9 .
- Inspectaţi starea pistonului. Consultaţi
Curăţarea şi controlul pistonului, bielei şi lagărului : LE5 sau LE9 .
- Rotiţi arborele cotit astfel încât contragreutatea să fie în partea dreaptă şi fusul palier să fie în partea stângă şi nu aliniat cu alezajul cilindrului.
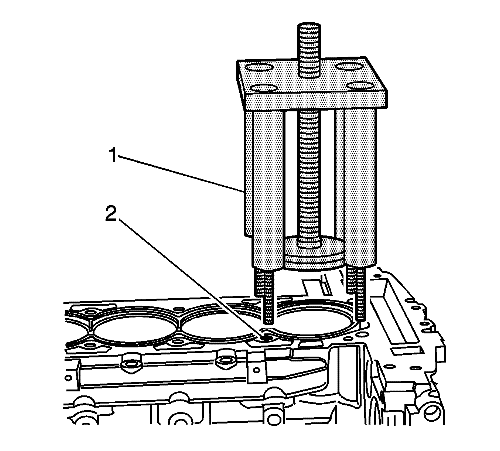
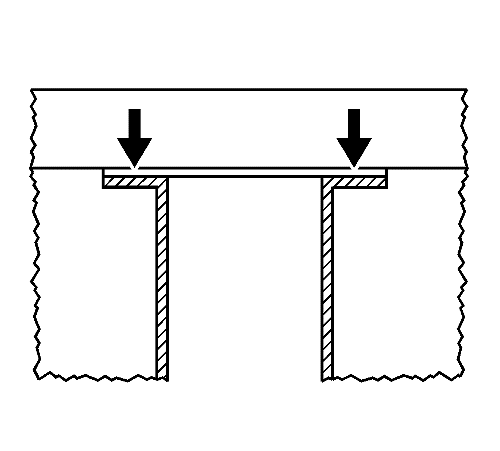
- Montaţi extractorul de cămăşi cilindri EN-45680-882 (1) prin alezajul cilindrului.
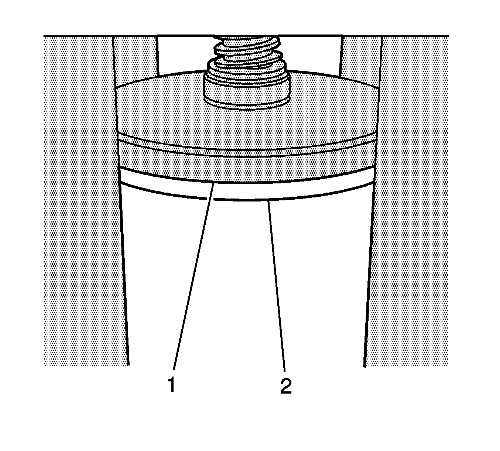
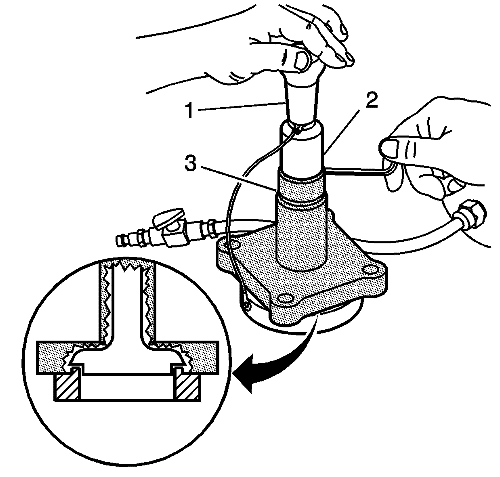
Atenţie: Asiguraţi-vă că talpa este aşezată plat la partea inferioară a cămăşii cilindrului, deoarece în caz contrar se poate deteriora extractorul.
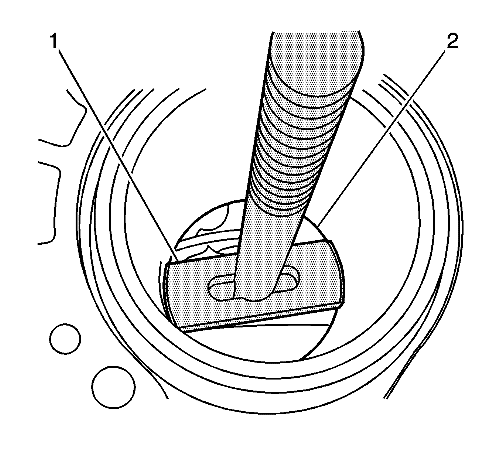
- Aliniaţi talpa (1) extractorului de cămăşi cilindri EN-45680-882 la partea inferioară a cămăşii cilindrului (2).
- Ţineţi tija filetată a extractorului de cămăşi cilindri EN-45680-882 în sus, astfel încât să menţină alinierea tălpii la partea inferioară a cămăşii cilindrului.
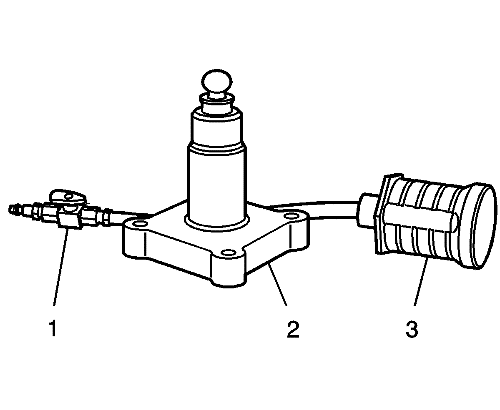
- Montaţi elementul de prindere EN-45680-851 (4) pe tija filetată a extractorului de cămăşi cilindri EN-45680-882 şi blocul cilindrilor.
- Montaţi rulmentul (3) şi piuliţa (1).
- Strângeţi piuliţa (1) pe rulment (3).
Atenţie: Consultaţi Atenţie Elemente de prindere din Prefaţă.
Notă: Folosiţi 4 şuruburi vechi de chiulasă pentru ataşare.
- Montaţi şi strângeţi cele 4 şuruburi de prindere (2) în orificiile pentru şuruburile chiulasei din blocul motor. Strângeţi şuruburile la 15 N·m (11 lb ft).
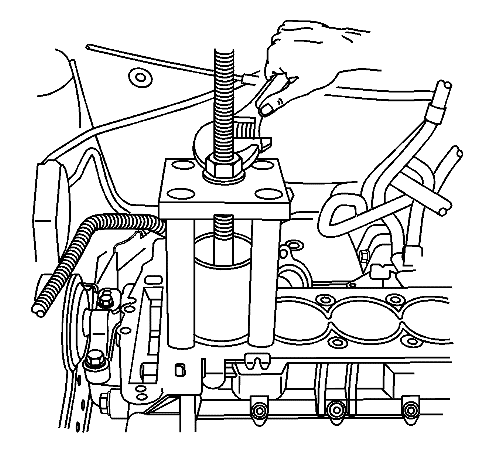
- Rotiţi piuliţa în sens orar, astfel încât să extrageţi cămaşa cilindrului
Atenţie: Nu deterioraţi suprafaţa blocului cilindrilor. Deteriorarea suprafeţei blocului cilindrilor poate cauza defectarea motorului.
- Demontaţi elementul de prindere EN-45680-851, extractorul de cămăşi cilindri EN-45680-882 şi cămaşa cilindrului de pe blocul cilindrilor.
- Examinaţi alezajul cilindrului în blocul cilindrilor, dacă prezintă fisuri sau deteriorări. Dacă este fisurat sau deteriorat, înlocuiţi blocul cilindrilor.
Atenţie: Nu folosiţi mijloace ajutătoare de montare sau lubrifianţi pe cămaşa cilindrului sau pe alezajul din blocul cilindrilor când montaţi o cămaşă nouă de cilindru, deoarece pot surveni deteriorări la motor. Aceste elemente nu ajută montarea unei cămăşi noi de cilindru.
Atenţie: Nu răciţi sau încălziţi cămaşa cilindrului sau blocul cilindrilor când demontaţi sau montaţi o cămaşă de cilindru nouă. Răcirea sau încălzirea cămăşii sau blocului cilindrilor va produce deteriorarea motorului şi nu va ajuta demontarea sau montarea noii cămăşi cilindru.
- Montaţi cămaşa NOUĂ a cilindrului pe blocul cilindrilor.
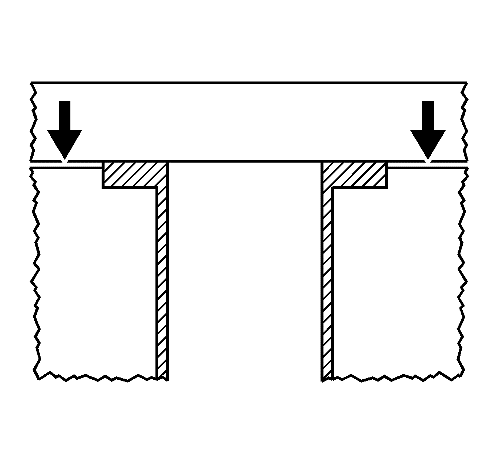
- Montaţi ansamblul format din elementul de prindere EN-45680-851 şi dispozitivul de montare cămăşi cilindri EN-45680-883 deasupra cămăşii cilindrului şi deasupra blocului cilindrilor. Nu presaţi în jos cămaşa cilindrului
Notă: Folosiţi 4 şuruburi vechi de chiulasă pentru ataşare.
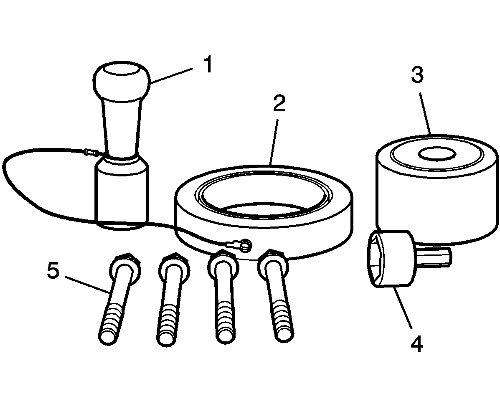
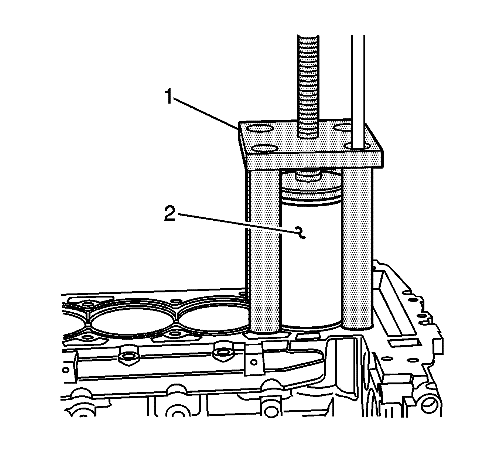
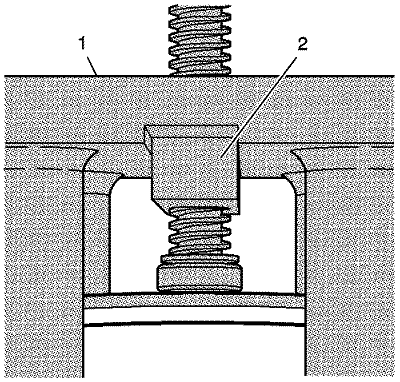
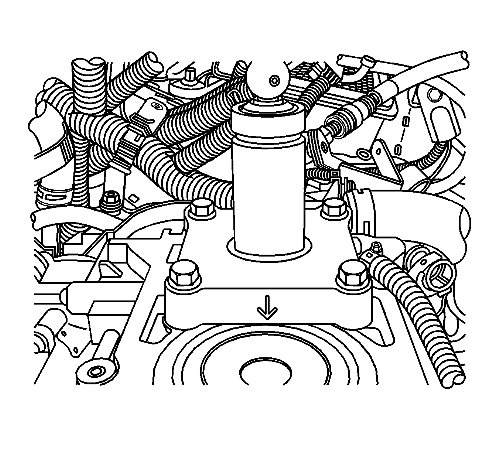
- Introduceţi cele 4 şuruburi de ataşare în picioarele elementului de prindere EN-45680-851 (1). Nu presaţi în jos cămaşa cilindrului (2). Strângeţi cele 4 şuruburi de ataşare cu 15 N·m (11 lb ft).
- Aliniaţi partea inferioară a cămăşii cilindrului (1) cu alezajul cilindrului din bloc (2).
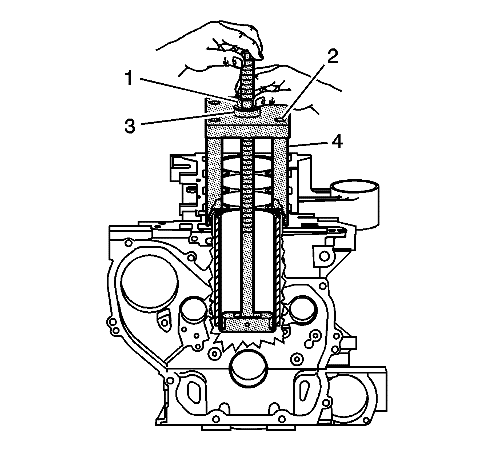
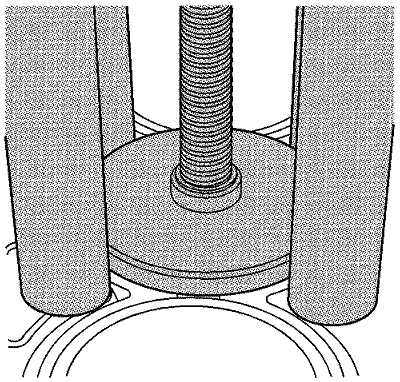
- Aliniaţi axul de instalare (1) pe partea superioară a manşonului alezajului cilindrului (2).
- Aliniaţi împingătorul (2) dispozitivului de montare cămăşi cilindri EN-45680-883 în canalul elementului de prindereEN-45680-851 (1).
Atenţie: Nu folosiţi scule cu aer comprimat sau electrice pentru strângerea tijei filetate a dispozitivului de montare cămăşi cilindri în ansamblul de prindere, deoarece se poate deteriora cămaşa cilindrului.
- Cu ajutorul unei chei cu clichet, rotiţi tija filetată a ansamblului dispozitivului de montare cămăşi cilindri EN-45680-883 pentru a monta cămaşa cilindrului în blocul motor.
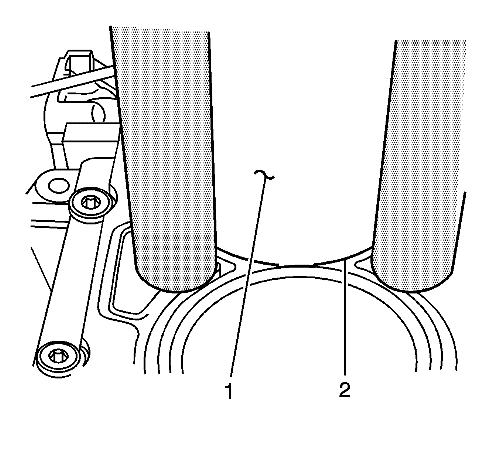
- Nu introduceţi complet cămaşa cilindrului în bloc. Lăsaţi aproximativ 1,60 mm (1/16 inch) din cămaşa cilindrului deasupra suprafeţei blocului cilindrilor.
- Cu ajutorul unei chei dinamometrice, strângeţi tija filetată a ansamblului dispozitivului de montare cămăşi cilindri EN-45680-883 cu 102 N·m (75 lb ft) pentru a introduce complet cămaşa cilindrului în blocul cilindrilor. Cu cămaşa cilindrului montată corect, flanşa cămăşii cilindrului iese deasupra suprafeţei blocului cu o cotă minimă.
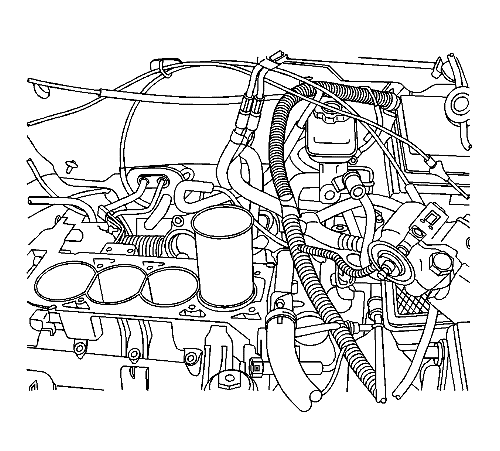
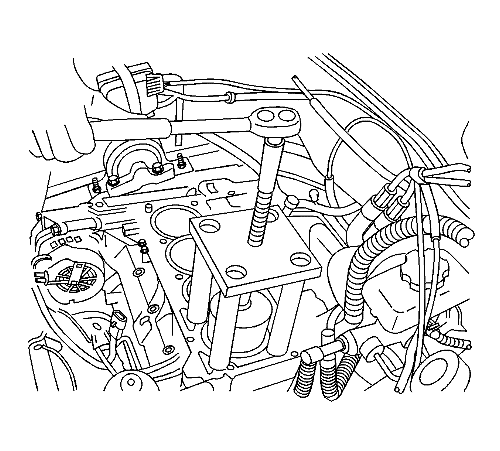
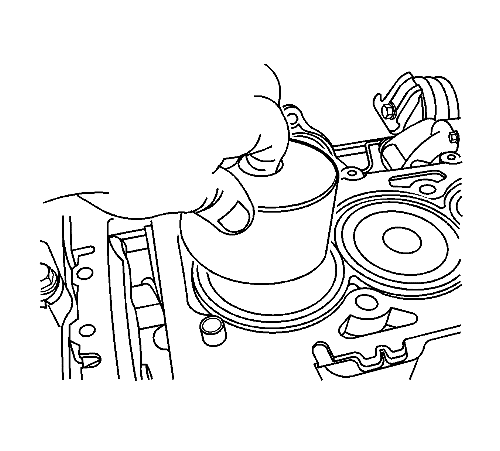
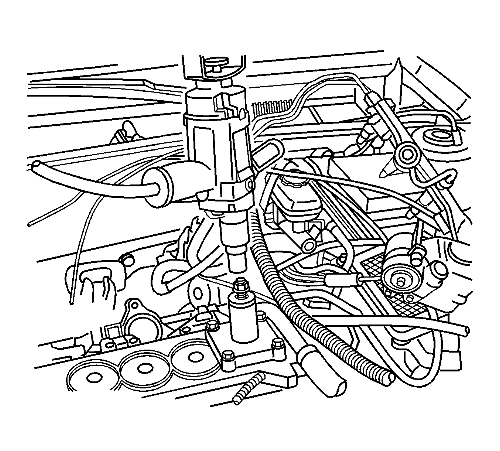
- Demontaţi dispozitivul de fixare EN-45680-851 şi ansamblul de montare a manşonului alezajului cilindrului EN-45680-883 (1) de la blocul motor (2).
Atenţie: Nu găuriţi sau honuiţi cămaşa cilindrului. Diametrul interior al cămăşii cilindrului (I.D.) este complet prelucrat şi honuit la cotă şi este livrat în stare finisată optimă. Orice tentativă de a modifica aceste cote realizate din fabrică şi finisare prin alezare şi honuire suplimentară va duce la deteriorarea motorului, zgomot exagerat sau consum anormal de ulei.
- După montarea cămăşilor cilindru NOI în blocul motor, ajustaţi excesul de material de la flanşa cămăşii cilindrului.
Atenţie: Asiguraţi-vă că toate particulele de material sunt colectate pentru a preveni deteriorări interioare ale motorului sau rulmenţilor.
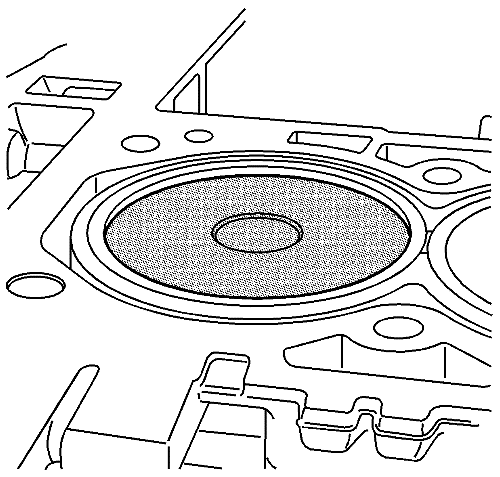
- Aşezaţi fişa colectoare de şpan metalic EN-45680-884 în interiorul cămăşii cilindru care trebuie ajustată. Poziţionaţi partea superioară la aproximativ 3,0 mm (0,12 in) dedesubtul suprafeţei de sus a cămăşii cilindrului.
- Puneţi fişe colectoare de şpan metalic EN-45680-884 suplimentare în celelalte cămăşi.
Atenţie: Dacă se montează fişele colectoare de şpan la adâncime mai mare decât cea recomandată, se diminuează performanţa sistemului de vacuum. Scăderea performanţei sistemului de vacuum conduce la pătrunderea şpanului metalic în motor şi defectarea motorului.
Atenţie: Dacă fişa de colectare a şpanului metalic se montează deasupra adâncimii recomandate, se deteriorează fişa de colectare şpan.
- Asiguraţi-vă că fişa de colectare şpan metalic EN-45680-884 este cu 3,0 mm (0,12 in) dedesubtul suprafeţei de sus a cămăşii cilindrului.
- Asiguraţi-vă că la ansamblul bazei maşinii alezatEN-45680-861 sunt montate pilotul maşinii de alezat şi capul de teşire corecte:
| • | EN-45680-881 cap de teşire, cămaşă de 88 mm |
| • | EN-45680-885 pilot al maşinii de alezat, cămaşă de 88 mm |
Notă: Înainte de a folosi ansamblul maşinii de alezat, înălţimea lamelor de tăiere trebuie să fie reglată respectând specificaţiile corecte. Specificaţia corectă este ca flanşa cămăşii găurii cilindrului să fie aliniată exact la +0,02 mm (0,0008 in) deasupra suprafeţei punţii blocului.
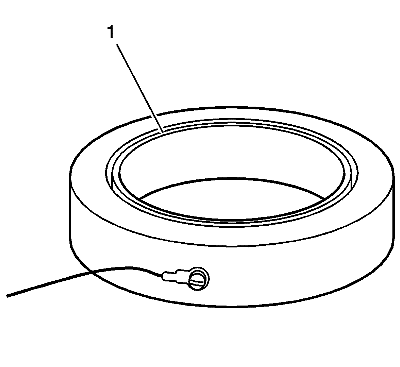
- Partea canelată a segmentului de calibru (1) din EN-45680-886 ansamblul segmentului de calibru trebuie poziţionată în sus pe o suprafaţă plană.
Notă: Aveţi grijă ca suprafeţele calibrelor de cep EN-45680-882 să fie curate.
- Poziţionaţi cu atenţie maşina de alezat EN-45680-881 pe segmentul de calibru.
- Slăbiţi şurubul (2) gulerului arborelui
- Apăsaţi gulerul arborelui (2) în jos cu preîncărcătorul maşinii de alezat (1) până ce gulerul arborelui este poziţionat contra părţii de sus a lagărului flanşei (3).
Notă: Odată ce a fost realizată această procedură, nu este necesară resetarea înălţimii ansablului maşinii de alezat EN 45680-881până la uzarea, deteriorarea sau înlocuirea lamelor.
- Aplicaţi presiune în jos asupra gulerului şi arborelui de acţionare interior folosind preîncărcătorul maşinii de alezat (1), apoi strângeţi şurubul gulerului arborelui la 19 N·m (14 lb ft).
- Plasaţi ansamblul maşinii de alezat EN-45680-861 pe cilindrul care urmează să fie alezat cu săgeata direcţională indicând în linie cu linia de centru a arborelui cotit şi cu patea din faţă a blocului.
- Montaţi şuruburile EN-45680-864 în găurile pentru şuruburi ale chiulasei în bloc şi le strângeţi cu 20 N·m (15 lb ft).
Atenţie: Pentru operarea corectă a maşinii trebuie utilizat un motor de maşină de găurit cu mandrină de 1/2 inchi, 1 1/8 hp, 7 amperi, reducţie triplă şi o viteză de rotaţie de 450-600 RPM în direcţia acelor de ceasornic. Dacă nu este folosit un motor de de maşină de găurit corect, se poate deteriora cămaşa găurii cilindrului.
- Strângeţi EN-45680-866 adaptorul de acţionare la mandrina maşinii de găurit.
Atenţie: Asiguraţi-vă că nu există pliuri la furtunul de alimentare cu aer de la furtunul conductei de vid. Pliurile la acest ffurtun pot face ca aşchii de metal să iasă din maşina de tăiat şi să fie aruncate în orce direcţie, provocând deteriorarea motorului.
- Conectaţi o alimentare de aer comprimat (75-125 psi) la cupla rapidă tată localizată la ansamblul maşinii de alezatEN-45680-861. Deschideţi ventilul de aer al compresorului. Astfel porneşte sistemul de aspiraţie cu vid care va prinde aşchiile metalice.
Notă: Procedura de alezare nu ar trebui să dureze mai mult de 15 secunde. Dacă durează mai mult, capetele de fasonare trebuie să fie poziţionate pe o nouă suprafaţă de tăiere.
- Puneţi ansamblul de adaptor de acţionare şi maşină de găurit EN-45680-866 vertical pe capul cu adaptor de acţionare al maşinii de alezat EN-45680-861. Nu apăsaţi pe maşina de găurit până la atingerea vitezei de rotaţie complete. După atingerea vitezei de rotaţie complete, apăsaţi gradual până ce acţiunea de tăiere este completă în aproximativ 5 secunde.
- Îndepărtaţi ansamblul adaptorului de acţionare EN-45680-866 (1) şi maşină de găurit de la EN-45680-861 ansamblul maşinii de alezat.
- OPRIŢI ventilul de aer comprimat.
- Îndepărtaţi ansamblul maşinii de alezat EN-45680-861 de la blocul motor.
- Ştergeţi orice reziduuri sub formă de pulbere de pe manşonul alezajului cilindrului şi zonele din jurul acestuia. Scoateţi fişa de capturare a aşchiilor metalice EN-45680-884.
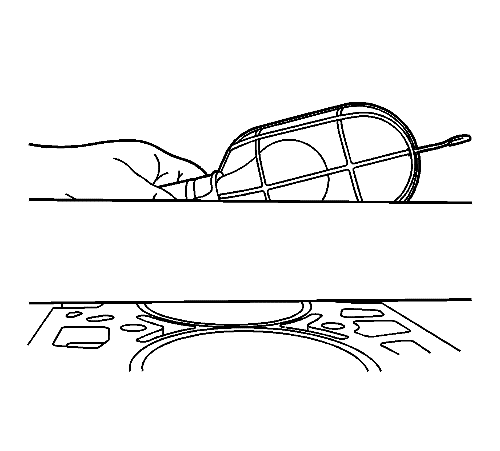
- Montaţi o margine dreaptă la blocul motor, perpendicular pe linia de centru a arborelui cotit.
- Cu o lanternă luminaţi partea din spate a marginii drepte.
- Privind la partea din faţă a marginii drepte, inspectaţi dacă lumina trece prin partea de jos a marginii drepte şi partea de sus a flanşei cămăşii găurii cilindrului. Dacă este pezentă lumină pe oricare parte a ambelor laturi ale cămăşii găurii cilindrului, cămaşa găurii cilindrului este tăiată incorect şi trebuie montată una nouă.
- Privind la partea din faţă a marginii drepte, inspectaţi dacă lumina trece prin partea de jos a marginii depte şi partea de sus a suprafeţei punţii blocului motor. Dacă este pezentă lumină pe ambele laturi ale blocului motor, cămaşa găurii cilindrului este tăiată corect.
- Continuaţi cu următoarea cămaşă de cilindru care trebuie alezată, repetând paşii 10-19 dacă este necesar.
- Montaţi pistonul şi biela. Consultaţi
Schimbare piston, bielă şi lagăr : LE5 sau LE9 .