İkaz: Yeni bir silindir çapı kovanı takarken, silindir çapı kovanı veya silindir çapı bloğunda montaj yardımcı malzemeleri veya yağlama maddeleri kullanmayın aksi takdirde hasar meydana gelebilir. Bu öğeler yeni silindir çapı kovanının takılmasına yardımcı olmayacaktır.
İkaz: Yeni bir silindir çapı kovanı söker veya takarken silindir çapı kovanı veya silindir bloğunun donmasına veya ısınmasına izin vermeyin. Silindir çapı kovanı veya silindir bloğunu soğutmak veya ısıtmak motora zarar verecek ve yeni silindir çapı kovanının sökülmesine veya takılmasına herhangi bir fayda sağlamayacaktır.
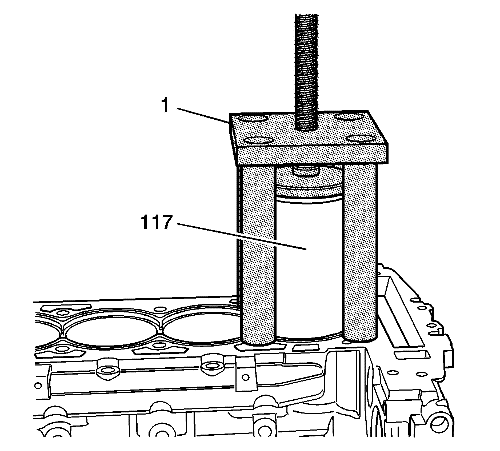
- Silindir bloğu üzerine YENİ bir silindir çapı kovanı (117) yerleştirin.
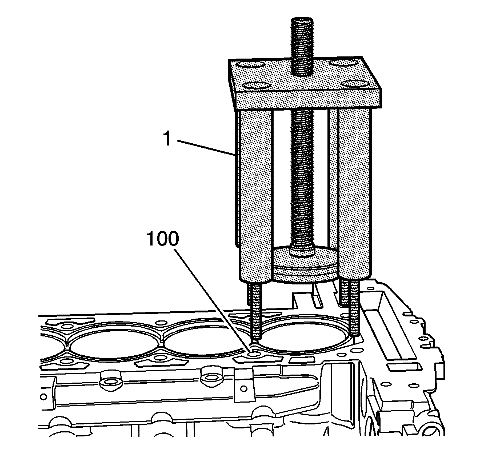
- EN-45680-851 tespit elemanı (1) ile EN-45680-883 silindir çapı kovanı takma anahtarını silindir çapı kovanı (117) ve silindir bloğu üzerine takın. Silindir çapı kovanına (117) aşağı doğru basınç uygulamayın.
Not: Bağlama cıvatası olarak 4 eski silindir kapağı cıvatasını kullanın.
- 4 bağlama cıvatasını EN-45680-851 tespit elemanının (1) bacaklarına yerleştirin.
İkaz: Bkz. Önsöz bölümündeki Tespit Elemanı İkazı .
- 4 bağlantı cıvatasını 15 N·m (11 lb ft) değerine kadar sıkın. Silindir çapı kovanına (117) aşağı doğru basınç uygulamayın.
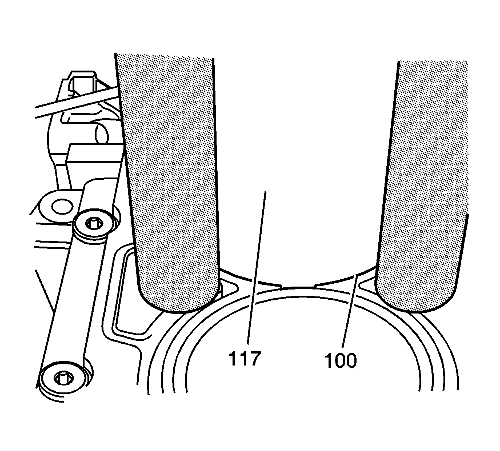
- Silindir çapı kovanının (117) tabanını silindir çapı bloğu (100) ile hizalayın.
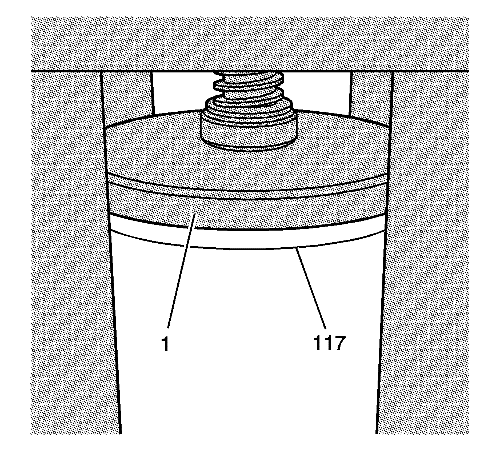
- EN-45680-883 silindir çapı kovanı takma anahtarının takma milini (1) silindir çapı kovanının üst kısmına (117) hizalayın.
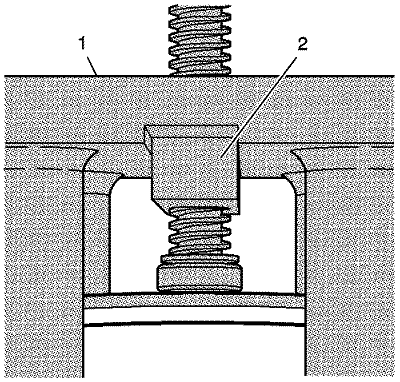
- EN-45680-883 silindir çapı kovanı takma (2) anahtarının baskı parçası bloğunu EN-45680-851 tespit elemanının (1) oluğuna hizalayın.
İkaz: Tespit aksamındaki silindir çapı kovanı takma anahtarının dişli milini döndürmek için havalı veya elektrikli aletler kullanmayın aksi takdirde silindir çapı kovanı zarar görebilir.
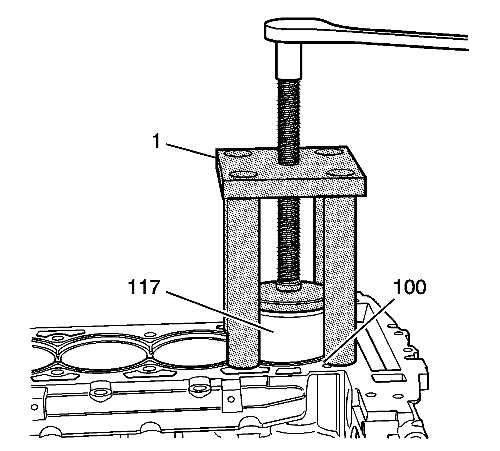
- Silindir çapı kovanını (117) motor bloğuna (100) takmak için, bir cırcır anahtar kullanarak EN-45680-883 silindir çapı kovanı takma anahtarının (1) dişli milini döndürün.
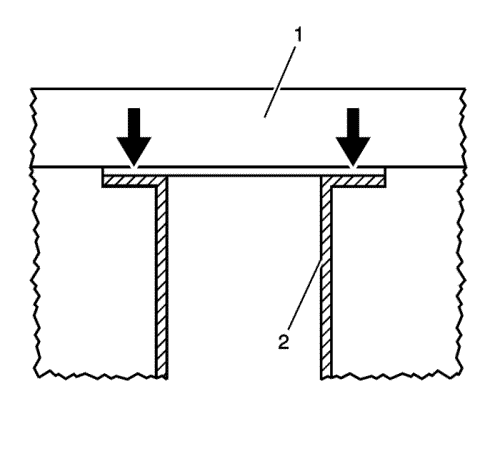
- Silindir çapı kovanını bloğa tamamen oturtmayın. Silindir çapı kovanının yaklaşık 1/16 içlik kısmını silindir bloğu yüzeyinin üzerinde bırakın.
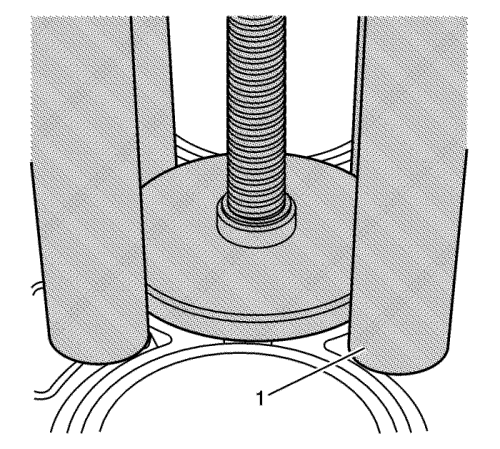
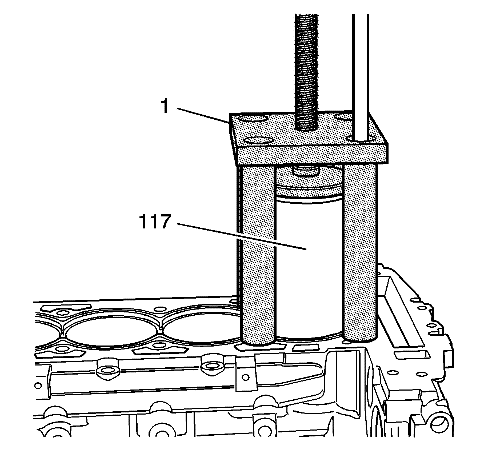
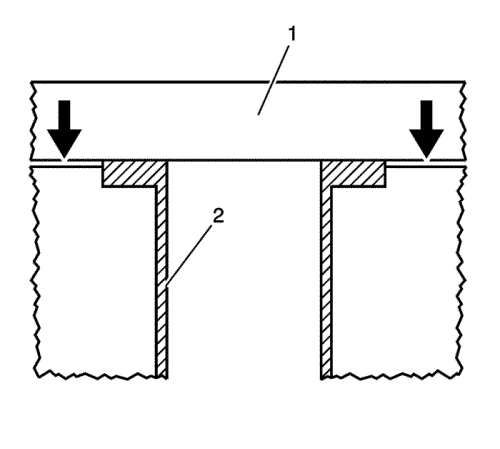
- Silindir çapı kovanını silindir bloğuna tamamen oturtmak için, bir tork anahtarı kullanarak EN-45680-883 silindir çapı kovanı takma anahtarının (1) dişli milini 102 N·m (75 lb ft) ile torklayın. Silindir çapı kovanı düzgün bir şekilde takıldığında, silindir çapı kovanı flaşının minimal bir bölümü döşeme yüzeyi üzerinde çıkıntı yapacaktır.
- EN-4680-851 tespit elemanı aksamı ile EN-45680-883 silindir çapı kovanı takma anahtarını (1) silindir bloğundan (100) çıkartın.
İkaz: Silindir çapı kovanını delmeyin veya bilemeyin. Silindir çapı kovanının iç çapı (I.D) boyutuna tamamen işlenmiş ve bilenmiştir ve teslim edildiği gibi optimum şekilde finisaj uygulanmıştır. Bu fabrika üretimli boyut ve finisajı ek delikler ve bileme ile modifiye etmeye çalışmak motorun zarar görmesine, aşırı gürültüye ve anormal yağ tüketimine neden olacaktır.
- Yeni silindir çapı kovanını motor bloğuna taktıktan sonra, silindir çapı kovanı flaşındaki aşırı maddeleri kesin.
İkaz: Motor veya yatakların dahili hasara uğramasına engel olmak için metal partiküllerin toplandığından emin olun.
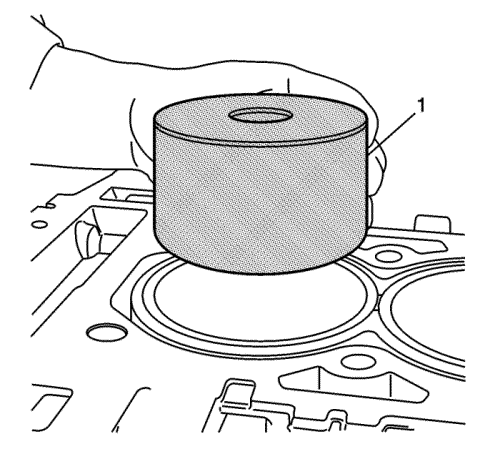
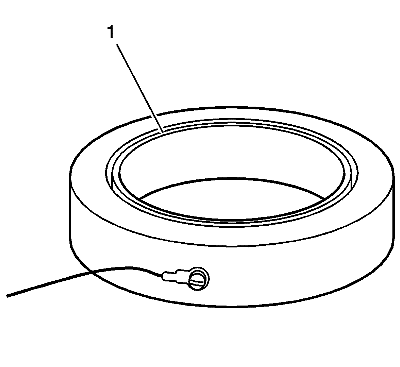
- Kesilecek silindir çapı kovanına EN-45680-884 metal talaşı yakalama tapası (1) yerleştirin. Üst kısmı silindir çapı kovanının üst yüzeyinin yaklaşık 3,0 mm (0,12 inç) altına yerleştirin.
- Geriye kalan tüm silindir çapı kovanlarına ek EN-45680-884 metal talaşı yakalama taparı yerleştirin.
İkaz: Metal talaşı yakalama tapalarını tavsiye edilenden daha derine takmak vakum sistemi performansında bir düşüşe neden olacaktır. Vakum sistemi performansındaki bir düşme metal talaşlarının motora girmesine ve motorun arızalanmasına neden olacaktır.
İkaz: Metal talaşı yakalama tapasını tavsiye edilen derilikten daha yukarı takmak metal taşalı yakalama tapasına zarar verecektir.
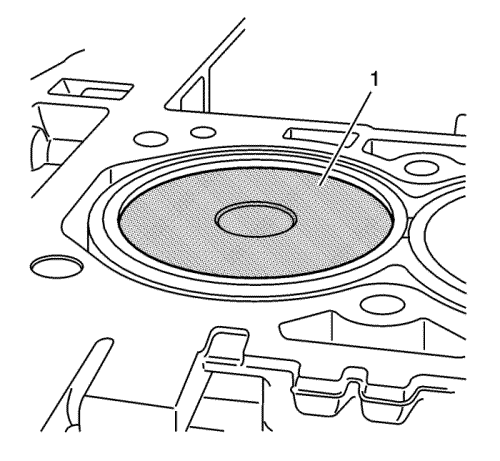
- EN-45680-884 metal talaşı yakalama tapasının (1) silindir çapı kovanının üst yüzeyinden 3,0 mm (0,12 inç) aşağıda olduğundan emin olun.
- EN-45680-861 ayarlama tabanı komplesine doğru çap ayar pilotu ve havsasının takılı olduğundan emin olun:
| • | EN-45680-881 havsası , 88 mm kovan |
| • | EN-45680-885 ayarlama pilotu , 88 mm kovan |
Not: Kesme aleti komplesini kullanmadan önce, kesme bıçaklarının yüksekliği doğru teknik spesifikasyona ayarlanmalıdır. Doğru spesifikasyon, silindir çap kovanı flanşının blok döşeme yüzeyinin +0,02 mm (0,0008 inç) üzerinde olmasıdır.
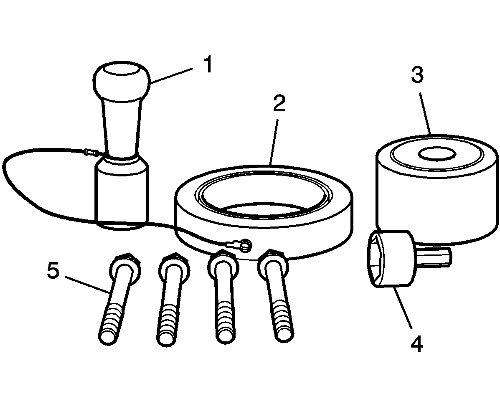
- EN-45680-886 ölçme halkası komplesi üzerinde ayarlı ölçme halkası takımın (1) oyuklu tarafı düz bir yüzeye yerleştirilmelidir.
Not: Ölçme halkası komplesi üzerindeki ölçme halkası takımı yüzeylerini temiz olduğundan emin olun.
- EN-45680-861 kesme aleti komplesini dikkatli bir şekilde ölçme halkası takımına yerleştirin.
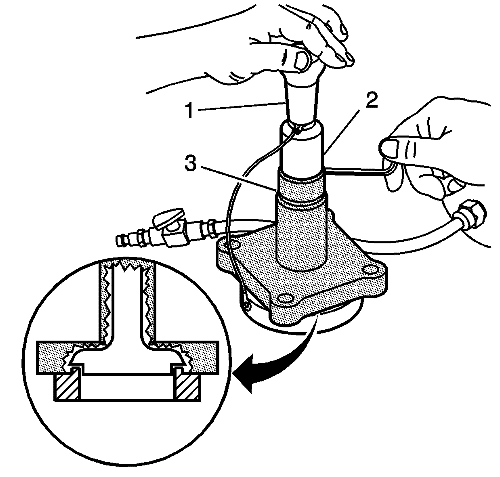
- Mil bileziği vidasını (2) gevşetin.
- Kesme aleti ön yükleyicisini (1) kullanarak mil bileziğini (2) mil bileziği flaş yatağı üst kısmının (3) karşına gelene itin.
Not: Bu prosedür tamamlandığında, kesme aleti komplesi EN-45680-861 yüksekliğini bıçaklar yıpranana, zarar görene veya değiştirilene kadar sıfırlamaya gerek yoktur.
- Bilezik ve iç tahrik mili üzerinde trim kesme aleti ön yükleyicisi (1) kullanarak aşağı doğru basın uygulayın, ardından mil bileziği vidasını 19 N·m (14 lb ft) değerine kadar sıkın.
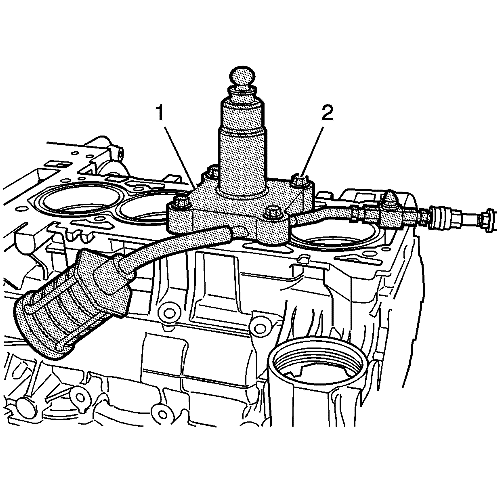
- EN-45680-861 kesme aleti komplesini yön oku (1) krank mili orta çizgisi ve ön motor bloğunu ile bir hizada gösterecek şekilde kesilecek silindirin üzerine yerleştirin.
- Dört EN-45680-864 cıvatasını (2) bloğun silindir kapağı deliklerine takın ve 20 N·m (15 lb ft) değerine kadar sıkın.
İkaz: Aletin doğru çalışması için, 1/2 inç torna ayaynası, 1, 1/8 hp, 7 amper üçlü vites düşürme ve saat yönünde 450-600 dev.dak. dönüş hızına sahip bir delme motoru kullanılmalıdır. Doğru delme motoru kullanılmazsa, silindir çapı kovanı zarar görecektir.
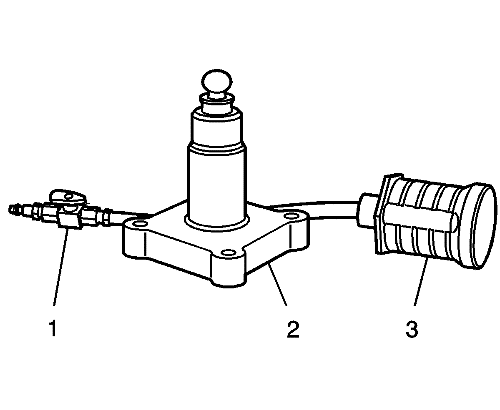
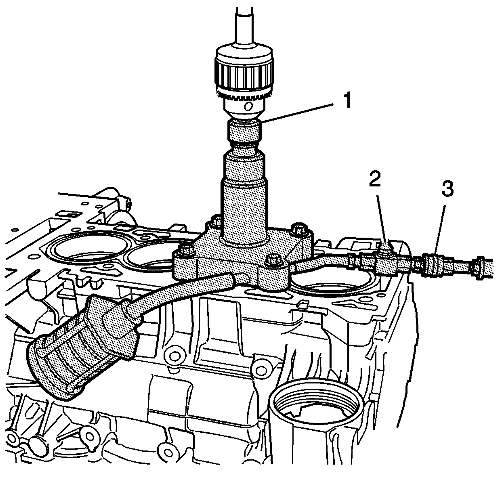
- EN-45680-866 tahrik adaptörünü (1) torna aynasına bağlayın.
İkaz: Hava besleme hortumu ve vakum hortumunda herhangi bir kıvrılma olmadığından emin olun. Hortumda kıvrılmalar metal talaşlarının motora zarar verecek şekilde kesme aletinden her yöne doğru çıkmalarına neden olabilir.
- EN-45680-861 kesme aleti komplesi üzerine yerleştirilen erkek hızlı bağlantısına (3) sıkıştırılmış bir hava beslemesi (75-125 psi) bağlayın. Sıkıştırılmış hava valfini (2) açık konuma döndürün. Bu venturi vakum sisteminin metal talaşlarını yakalamaya başlamasını sağlar.
Not: Komple kesme prosedürünün 15 saniyeden fazla sürmemesi gerekir. Öyle olması halinde kesme uçları yeni kesme yüzeyine yeniden konumlandırılır.
- EN-45680-866 tahrik adaptörünü ve matkap aksamını (1) EN-45680-861 kesme aleti komplesinin ucundaki tahrik adaptörüne dikey olarak yerleştirin. Tam dönüş hızına ulaşılmadan önce matkabın üzerine bastırmayın. Tam dönüş hızına ulaşıldıktan sonra, kesme işlemi yaklaşık 5 saniyede tamamlanana kadar kademe kademe bastırın.
- EN-45680-866 tahrik adaptörünü (1) matkap aksamını EN-45680-861 kesme aleti komplesinden çıkartın.
- Basınçlı hava valfini (2) kapatın.
- EN-45680-861 kesme aleti komplesini motor bloğundan çıkartın.
- Metal talaşı yakalama tapası üzerinde bulunabilecek tüm malzeme talaşlarını sökün.
- Silindir çapı kovanı ve etrafındaki alanı herhangi bir toz kalıntısı kalmayacak şekilde silin ardından EN-45680-884 metal talaşı yakalama tapasını çıkartın.
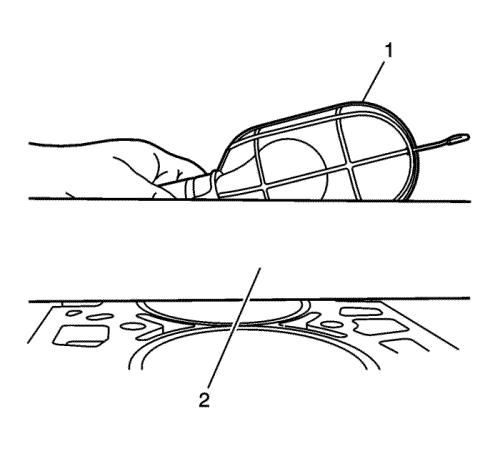
- Krank mili orta hattına dikey bir biçimde sinlindir bloğu üzerine bir düz mastar (2) takın.
- Bir lamba (1) kullanarak düz mastarın arka tarafını aydınlatın.
- Düz mastarın (1) ön tarafına bakarak, ışığın düz mastarın tabanından ve silindir çapı kovanı flanşının üst kısmından çıkıp çıkmadığını kontrol edin. Silindir çapı kovanının (2) bir tarafında veya her iki tarafında ışık mevcutsa, silindir çapı kovanı yanlış kesilmiştir ve yeni bir silindir çapı kovanının takılması gerekir.
- Düz mastarın (1) ön tarafına bakarak, ışığın düz mastarın tabanından ve silindir bloğu yüzeyinin üst kısmından çıkıp çıkmadığını kontrol edin. Silindir çapı kovanının (2) bir tarafında veya her iki tarafında ışık mevcutsa, silindir çapı kovanı yanlış kesilmiştir.
- Gerekirse adım 10-23'ü tekrar ederek bir sanki kesilecek çap kovanı ile devam edin.