Valfin ve Yuvasının Taşlanması - LE5 veya LE9
Valf Ölçümü ve Yenilemesine Genel Bakış
| • | Gerektiği gibi yapılan valf servisi, motor performansı için elzemdir. Dolayısıyla, spesifikasyon dışında kalan komponentlerin belirlenmesi için, bütün detaylı ölçüm prosedürleri izlenmelidir. |
| • | Ölçüm prosedürleri, valfin veya valf oturma yüzeyinin yenilenmesi gerektiğini gösteriyorsa, yenilemeden sonra da ölçüm prosedürlerinin uygulanması çok önemlidir. |
Valf Yuvası Genişliğinin Ölçülmesi Prosedürü
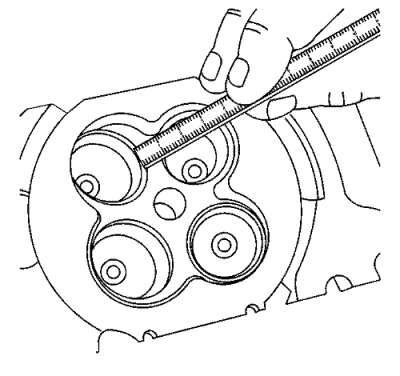
- Silindir kafası içinde valf yuvası genişliğini uygun bir ölçek kullanarak ölçün.
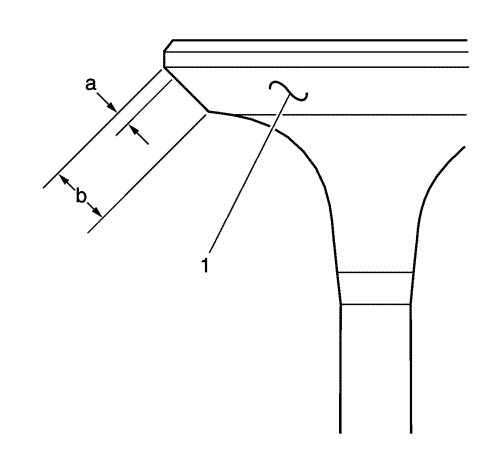
- Valf yüzü (1) üzerinde valf yuvası genişliğini (b) uygun bir ölçek kullanarak ölçün.
Not: Yuva temas alanı, valfin dış çapı, kenarından (a) en az 0,5 mm (0,020 inç) mesafede olmalıdır. Temas alanı kenarlara çok yakın olursa, temas alanını kenardan uzaklaştırmak için yuvanın yenilenmesi gerekir.
- Ölçümlerinizi aşağıda listelenen spesifikasyonlarla karşılaştırın
Motor Mekanik Spesifikasyonları : LE5 veya LE9 .
- Yuva genişliklerinin kabul edilebilir olmaları durumunda, Valf Yuvası Yuvarlaklığının Ölçülmesi Prosedürünü kullanarak valf yuvası yuvarlaklığını kontrol edin.
- Yuva genişliğinin kabul edilebilir olmaması durumunda, genişliği spesifikasyon değerlerine getirmek için, Valfin ve Yuvasının Yenilenmesi Prosedürünü kullanarak valf yuvasını freze ile düzeltmeniz gerekir. Doğru miktarda valf ısı dağılması sağlanması açısından doğru valf yuvası genişliği çok önemlidir.
Valf Yuvası Yuvarlaklığının Ölçülmesi Prosedürü
- Valf yuvasının yuvarlaklığını, kılavuz içine takılmış bir konik bir pilota takılan bir kadranlı göstergeyi kullanarak ölçün Pilot kılavuz içine takıldığında hafif bir bağlantısı olmalıdır.
İkaz: Doğru boyuttaki pilot kullanılmalıdır. Ayarlanabilir çaplı pilotlardan kullanmayın. Ayarlanabilir pilotlar, supap kılavuzlarına hasar verebilir.
- Ölçümlerinizi aşağıda listelenen spesifikasyonlarla karşılaştırın
Motor Mekanik Spesifikasyonları : LE5 veya LE9 .
- Valf yuvası yuvarlaklık spesifikasyonunu aşarsa, Valfin ve Yuvasının Yenilenmesi Prosedürünü kullanarak valfi ve valf yuvasını freze ile düzeltmeniz gerekir.
- Yeni valfler kullanılmaktaysa, valf yuvası yuvarlaklığı 0,05 mm (0,002 inç) dahilinde olmalıdır.
Valf Oturma Yüzeyi O.D. ve Eğim Ölçüm Prosedürü
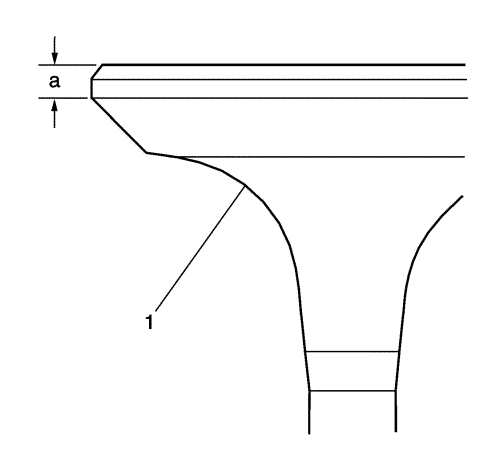
- Uygun bir ölçek kullanarak valf oturma yüzeyi O.D. ve eğimi (a) ölçün. Bakınız
Motor Mekanik Spesifikasyonları : LE5 veya LE9 .
- Valf oturma yüzeyi O.D. ve eğimi spesifikasyon dahilindeyse Valften-Yuvaya Eşmerkezliliğin Ölçülmesi Prosedürünü kullanarak yuva eşmerkezliliğini ölçmek için valfi (1) test edin. Valf oturma yüzeyi rektifiyesi yapılmışsa eşmerkezlilik ölçümünü tamamladıktan sonra valf oturma yüzeyi O.D. ve eğimini yeniden inceleyin.
Valften-Yuvaya Konsantrikliğin Ölçülmesi Prosedürü
Not:
| • | Valften-yuvaya konsantrikliğin kontrol edilmesi, valfin ve yuvanın sızdırmazlığının gerektiği gibi olup olmadığını belirler. |
| • | Doğru valf sızdırmazlığı sağlamak için, valfin ön yüzünü ve valf yuvasını ölçmeniz gerekir. |
- Valf yüzünü (3) hafifçe mavi boya (1) ile kaplayın.
- Valfi silindir kapağına takın.
- Valfi, boyayı aşındırmaya yetecek basınçla yuvaya karşı çevirin.
- Valfi silindir kafasından çıkartın.
- Supap yüzeyini inceleyin.
| • | Valf yüzü eşmerkezli olup, valf sapı ile doğru bir sızdırmazlık sağlıyorsa, tüm yüzün etrafına kesintisiz bir işaret (2) yapılacaktır. |
| | Not: Aşınma işareti, valfin dış çapından, kenarından (a) en az 0,5 mm (0,020 inç) mesafede OLMALIDIR. Aşınma işareti kenara çok yakın olursa, temas alanını kenardan uzaklaştırmak için yuvanın yenilenmesi gerekir. |
| | Not: Emme valfini freze ile düzeltmeyin veya rektifiye etmeyin. Emme valfi spesifikasyon dışındaysa valfi değiştirin. |
| • | Valf yüzü valf sapı ile konsantrik değilse, valf yüzünün etrafındaki işaret kesintisiz OLMAYACAKTIR. Valf rektifiye edilmeli veya değiştirilmelidir ve yuva, Valfin ve Yuvasının Yenilenmesi Prosedürünü kullanarak yenilenmelidir. |
Valfin ve Yuvasının Yenilenmesi Prosedürü
Not:
| • | Valf yuvası genişliği, yuvarlaklığı veya konsantrikliği spesifikasyonları aşmışsa, doğru ısı dağılımı sağlamak ve yuvalarda karbon birikimini önlemek için yuvaları freze ile düzeltmeniz gerekir. |
| • | Valfin rektifiyesi gerekliyse, yeni bir valf kullanılmadığı takdirde yuvasının yenilenmesi gerekir. |
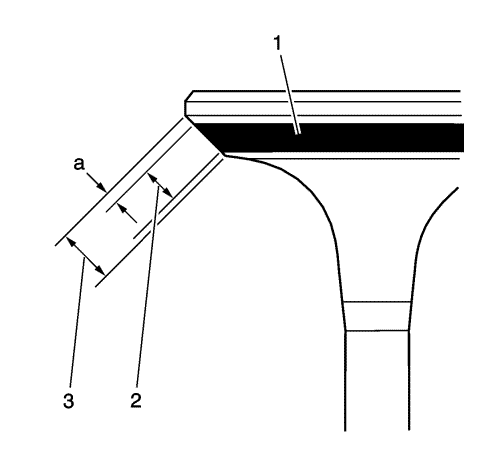
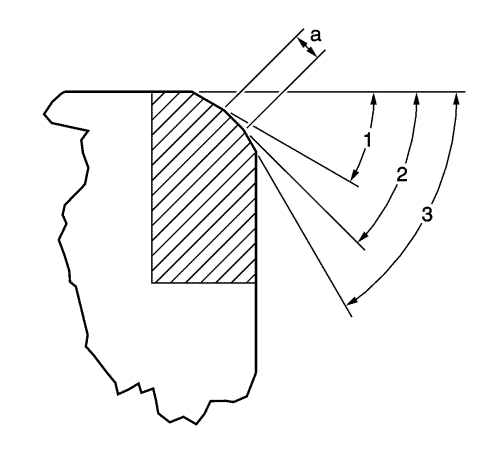
- Valf oturma yüzeyini (a) aşağıdaki listede bulunan doğru açı spesifikasyonuna (2) göre freze ile düzeltin
Motor Mekanik Spesifikasyonları : LE5 veya LE9 .
- Valf tahliye yüzeyini aşağıdaki listede bulunan doğru açı spesifikasyonuna (1) göre freze ile düzeltin
Motor Mekanik Spesifikasyonları : LE5 veya LE9 ,valf oturtma yüzeyini (a) valfe düzgün şekilde yerleştirmek için.
- Valf dip oyuntusu yüzeyini aşağıda listelenen doğru açı spesifikasyonuna (3) göre freze ile düzeltin
Motor Mekanik Spesifikasyonları : LE5 veya LE9 , valf oturtma yüzeyi genişliğini (a) aşağıda listelenen spesifikasyonlara daraltmak içinMotor Mekanik Spesifikasyonları : LE5 veya LE9 .
Not: Emme valfini freze ile düzeltmeyin veya rektifiye etmeyin. Emme valfi rektifiye edilmişse ilgili emme valfini değiştirin.
- Spesifikasyon dışındaysa emme valfini değiştirin. Bakınız
Motor Mekanik Spesifikasyonları : LE5 veya LE9 .
- Orijinal egzoz valfi kullanılmaktaysa, valfı aşağıda listelenen spesifikasyonlara göre freze ile düzeltin.
Motor Mekanik Spesifikasyonları : LE5 veya LE9 . Valf Oturma Yüzeyi O.D. ve Eğim Ölçüm Prosedürünü kullanarak freze ile düzelttikten sonra valf oturma yüzeyi O.D. ve eğimi yeniden ölçün. Spesifikasyon dışındaysa egzoz valfini değiştirin. Yeni valflerin taşlanması gerekmez.
- Valfleri ve yuvalarını taşlarken, olabildiğince az malzeme taşlayın. Valf yuvasının kesilmesi valf yayı basıncının düşürülmesine yol açar.
- Valfi silindir kapağına takın.
| • | Yeniden işlenmiş egzoz valfleri kullanıyorsanız, valfleri yuvalara ince bir taşlama bileşimi ile oturtun. Rektifiye ve tekrar yuvaya oturtma işlemleri tekrar işlenen yüzeyleri pürüzsüz yapacağından minimal bindirme gerekir. Aşırı bindirme, valf yüzünde yiv açacaktır ve sıcakken iyi bir oturmayı önleyecektir. |
| • | Son montajdan önce, kalan rodaj pastalarını valf ve yuvadan solventle ve basınçlı hava ile temizleyip çıkartın. |
- Silindir kafasında doğru valf yuvası genişliğini elde ettikten sonra, Valf Sapı Yüksekliğinin Ölçülmesi Prosedürünü kullanarak valf sapı yüksekliğini tekrar ölçmelisiniz.
- Valf sapı yüksekliğinin kabul edilebilir olması durumunda, Valften-Yuvaya Konsantrikliğin Ölçülmesi Prosedürünü kullanarak valf yuvalarının konsantrikliğini test edin.
Valf Sapı Yüksekliğinin Ölçülmesi Prosedürü
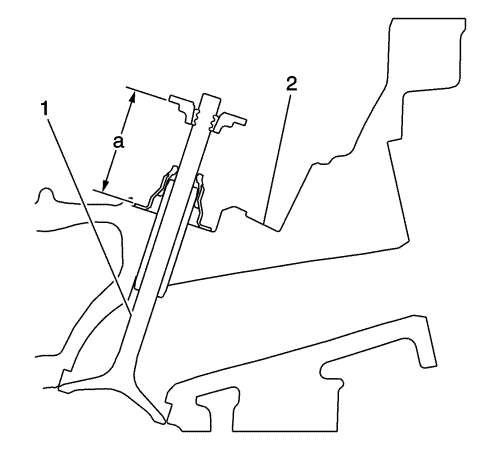
Not: Valf sapı yüksekliği ölçümünün belirlenmesi için, valf yay çanağından valf yayı tutma braketine kadar ölçün.
- Valfi (1) silindir kapağındaki (2) valf kılavuzuna takın.
- Valfin silindir kafası valf yuvasına oturmasını sağlayın.
- Valf sapı yağ contasını takın.
- Valf yayı tutma braketini ve valf sapı kilitlerini takın.
- Valf conta dudağı ila valf yayı tutma braketinin tabanı arasındaki mesafeyi (a) ölçün. Bakınız
Motor Mekanik Spesifikasyonları : LE5 veya LE9 .
- Maksimum yükseklik spesifikasyonu aşılmışsa, yeni bir valf takılmalı ve valf sapı yüksekliği tekrar ölçülmelidir.
İkaz: Supap sapı ucunu freze ile DÜZELTMEYİN. Supabın ucu sertleştirilmiştir ve ucun freze ile düzeltilmesi, sertleşmiş yüzeyi giderecek, erken aşınmaya ve olası motor hasarına yol açacaktır.
İkaz: Valf sapı yüksekliğini ayarlamak için ayar şimleri KULLANMAYIN. Şimlerin kullanılması, eksantrik mili lobu doruk yüksekliğe ulaşmadan önce valf yayının en düşük düzeye gelmesine sebep olacaktır ve böylece motorda hasar oluşabilir.
- Valf sapı yüksekliği hala maksimum yükseklik spesifikasyonunu aşıyorsa, silindir kafası değiştirilmelidir.
| © Telif Hakkı Chevrolet. All rights reserved |



