Rear Wheelhouse Panel Replacement - MIG-Brazing
Note : According to different corrosion warranties, only the regional mandatory joining methods are allowed.
Removal Procedure
Warning : Refer to Approved Equipment for Collision Repair Warning in the Preface section.
Warning : Refer to Glass and Sheet Metal Handling Warning in the Preface section.
- Disable the SIR System. Refer to SIR Disabling and Enabling .
- Disconnect the negative battery cable. Refer to Battery Negative Cable Disconnection and Connection .
- Remove all related panels and components.
- Visually inspect the damage. Repair as much of the damage as possible.
- Remove the sealers and anti-corrosion materials from the repair area, as necessary. Refer to
Anti-Corrosion Treatment and Repair : Base .
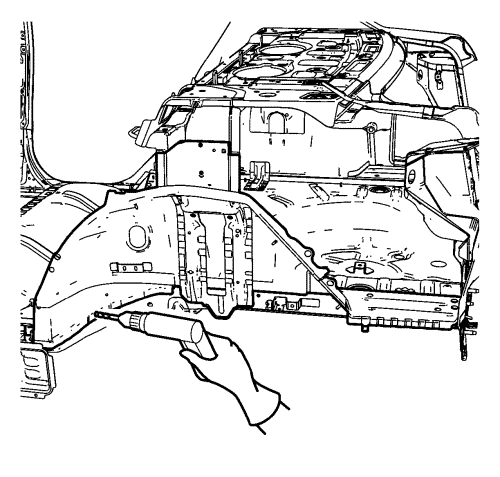
- Locate and mark all the necessary factory welds of the rear inner wheelhouse.
Note : Note the number and location of welds for installation of the service assembly.
- Drill all factory welds.
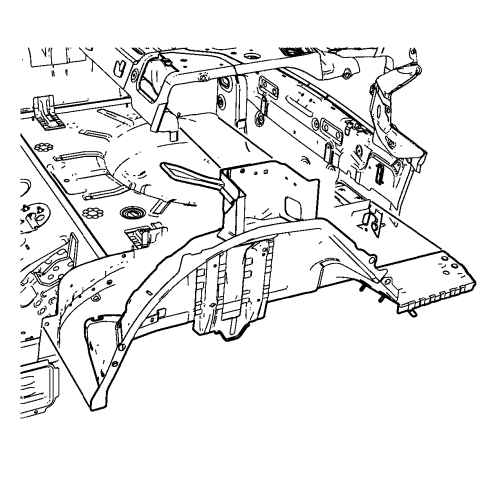
- Remove the rear inner wheelhouse.
Installation Procedure
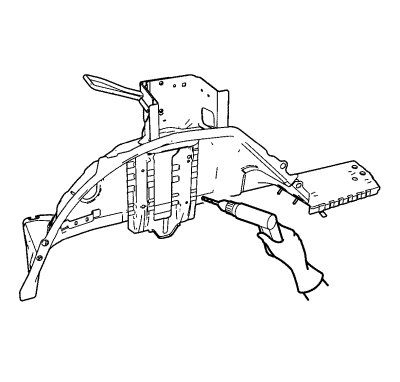
- Create 6 x 20 mm (4/16 x 12/16 in) slots for MIG-brazing along the edges of the rear inner wheelhouse as noted from the original panel.
Note : If the location of the original plug weld holes can not be determined, space the slots every 40 mm (1½ in).
- Clean and prepare the attaching surfaces for welding.
- Position the rear inner wheelhouse on the vehicle.
- Verify the fit of the rear inner wheelhouse.
- Clamp the rear inner wheelhouse into position.
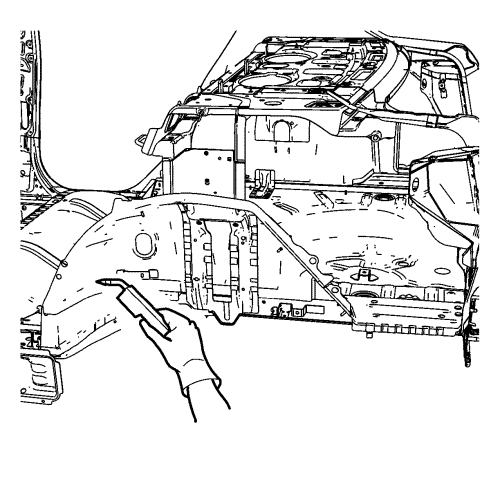
- Braze accordingly.
- Apply the sealers and anti-corrosion materials to the repair area, as necessary. Refer to
Anti-Corrosion Treatment and Repair : Base .
- Paint the repaired area. Refer to Basecoat/Clearcoat Paint Systems .
- Install all related panels and components.
- Connect the negative battery cable. Refer to Battery Negative Cable Disconnection and Connection .
- Enable the SIR system. Refer to SIR Disabling and Enabling .
| © Copyright Chevrolet. All rights reserved |



