Captiva |
||||||||
|
|
|
|||||||
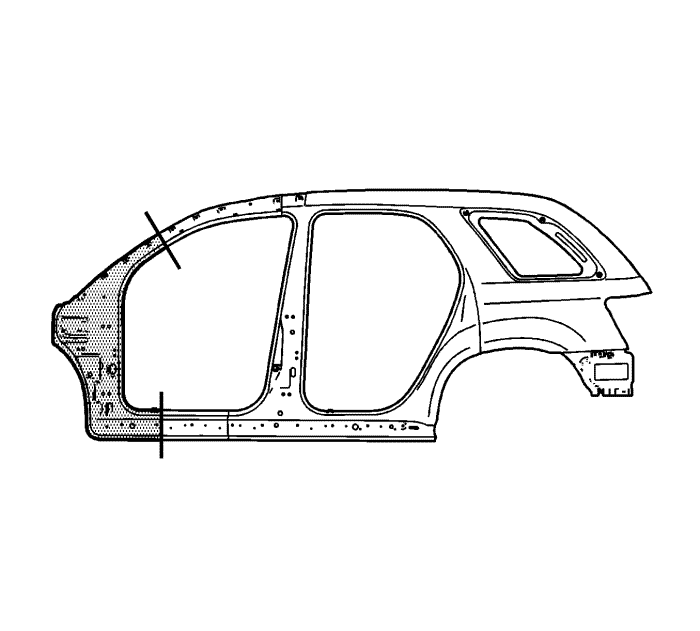
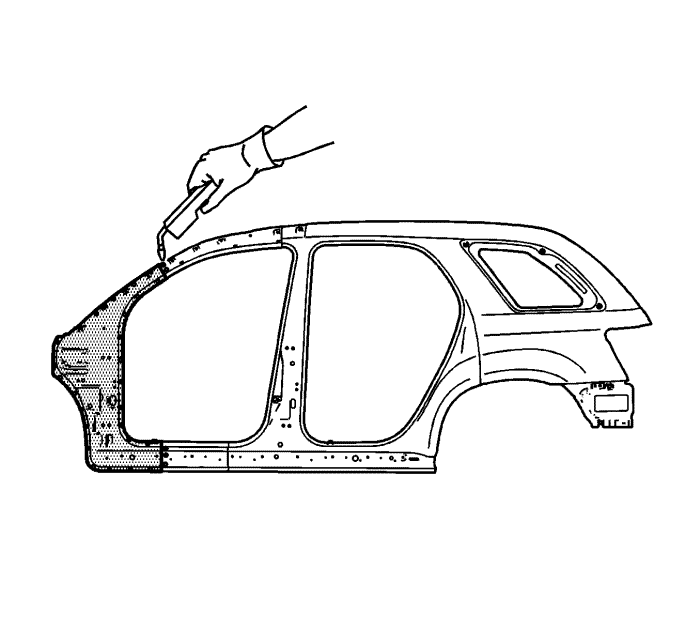
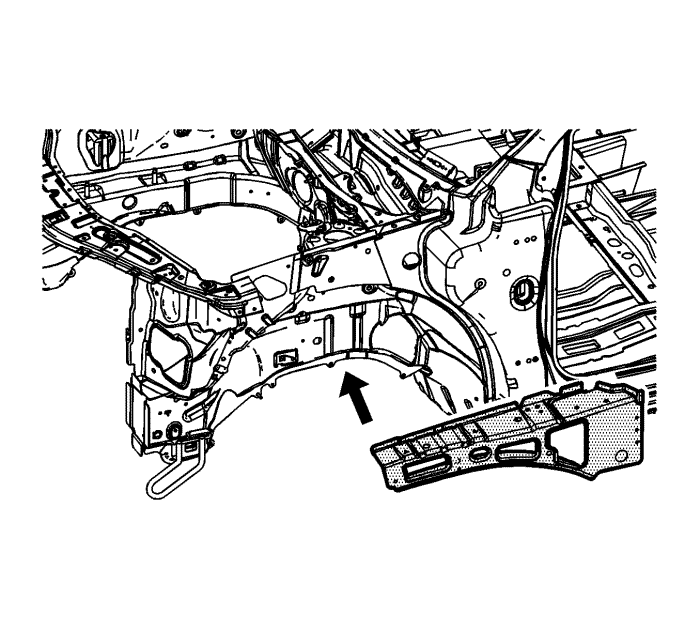
Note : Section in specified areas only. Sectioning outside of these areas may compromise the structural integrity of the vehicle. The door frame can be replaced at factory seams, but requires the removal of the windscreen and the roof. The sectioning procedures have been developed as a more cost-effective alternative to complete replacement. The specific area to be sectioned is determined by the extent of the damage to the vehicle.
Note : When replacing panels that involve servicing of stationary glass, refer to Full-Cut Method Description before performing any priming or refinishing.
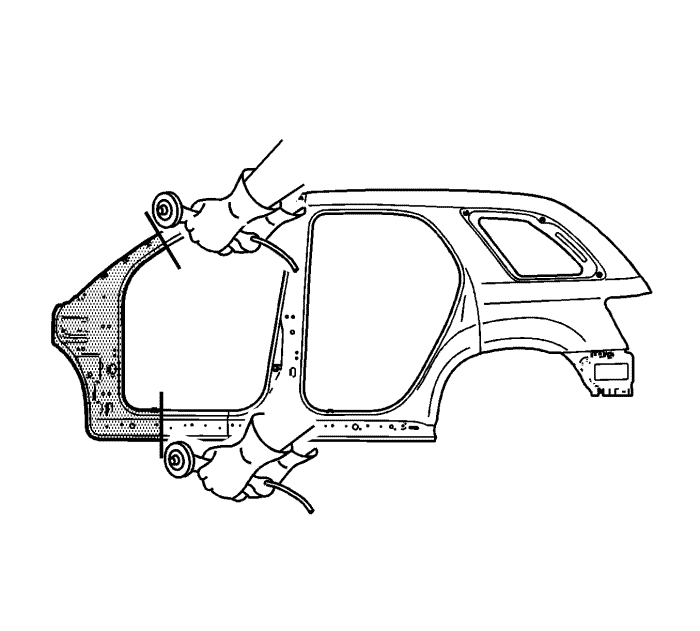
Warning : Foam sound deadeners must be removed from areas within 152.4 mm (6 in) of where flame is to be used for body repairs. When reinstalling foam sound deadeners, avoid inhaling fumes as bodily injury may result.
Note : Do NOT damage any inner panels or reinforcements.
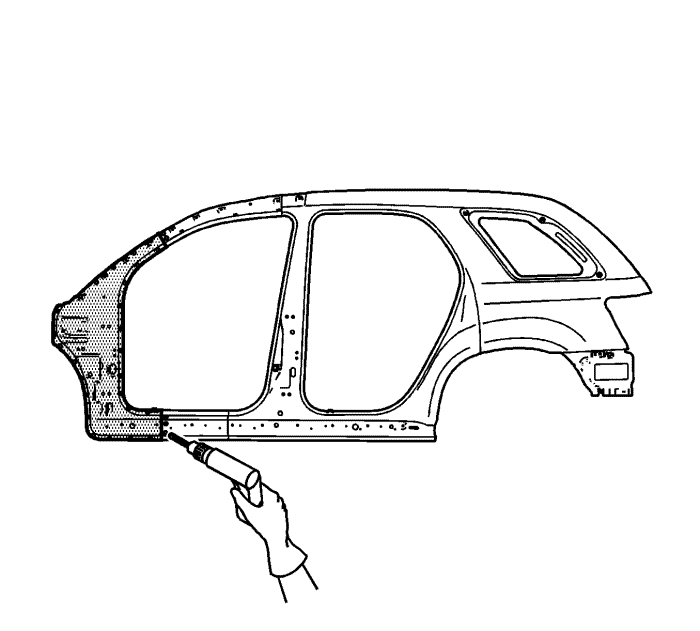
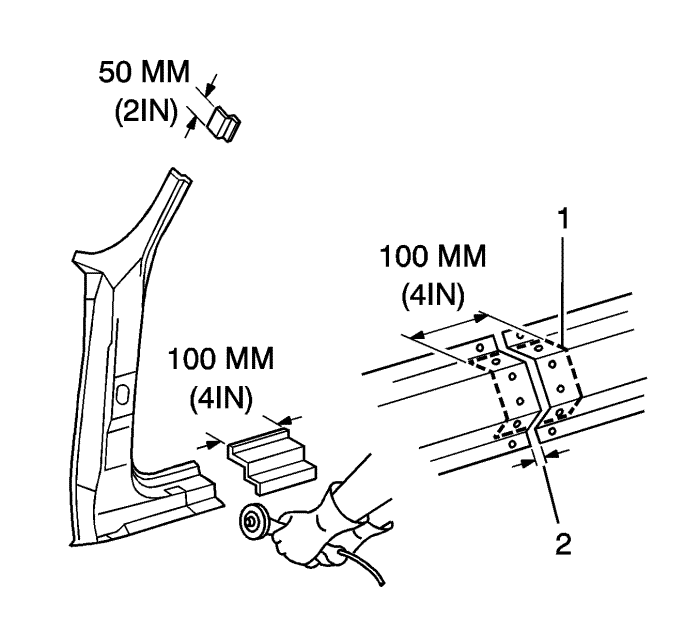
Note : In any area damaged beyond recognition, or if structural Weld-Thru adhesive is present, space the plug weld holes 40 mm (1½ in) apart.
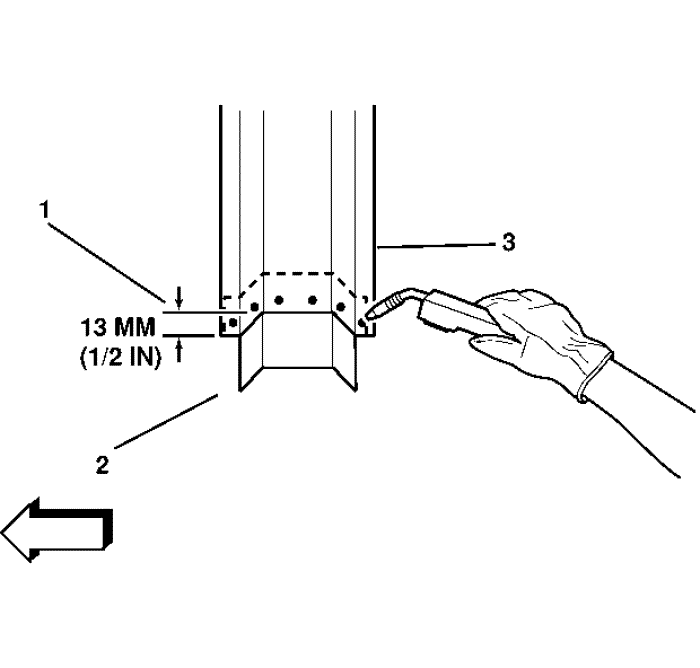
Note : To create a solid weld with minimum heat distortion make 25-mm (1-in) stitch welds along the seam with 25-mm (1-in) gaps between. Then go back and complete the stitch weld.
| © Copyright Chevrolet. All rights reserved |



