SVAŘOVÁNÍ A PŘÍPRAVKY
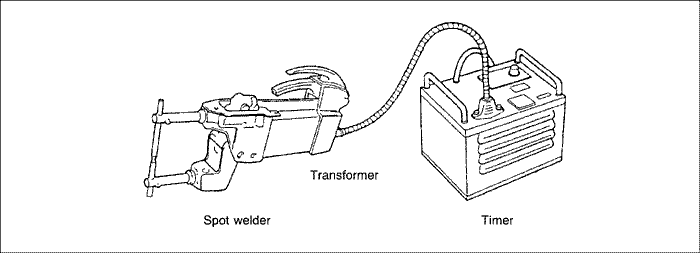
BODOVÉ SVAŘOVÁNÍ
VŠEOBECNÝ POPIS
Bodové svařování, pro které je rovněž používán název odporové svařování, je nejvhodnější metoda svařování pro automobily. Má tři hlavní výhody: svar lze provést okamžitě, velmi málo ovlivňuje základní materiál a deformace jsou sníženy na absolutní minimum. Pro dosažení spolehlivých výsledků však nezapomeňte odstranit veškerý nátěr a další nečistoty z povrchu materiálu, který budete svařovat.
PODMÍNKY PRO SVAŘOVÁNÍ
Při bodovém svařování musíte zajistit přesné splnění podmínek předepsaných pro bodovou svářečku, pokud jde o proud, dobu vedení proudu, svařovací tlak, udržovací čas a ukončovací čas.
Při svařování prosím mějte na zřeteli následující body:
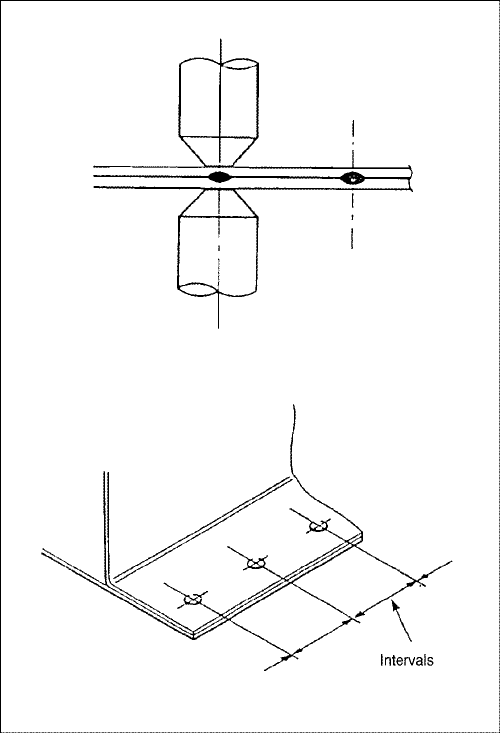
- Tloušťka plechu a minimální rozteč svarů
Poznámka: Pokud jsou mezery mezi svary příliš malé, dochází k větvení, což znemožňuje udržení potřebného tavného procesu.
| Tloušťka plechu | 0,6 mm | 0,9 mm | 1,2 mm | 1,6 mm |
| Minimální mezery | 11 mm | 16 mm | 20 mm | 24 mm |


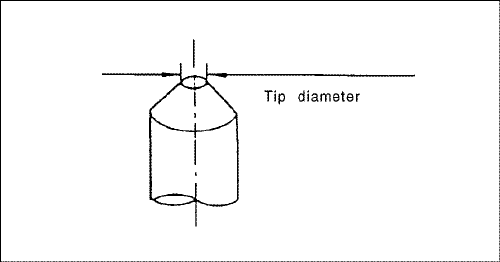
- Tloušťka plechu a průměr hrotu
| Tloušťka plechu | 0,6 mm | 0,9 mm | 1,2 mm | 1,6 mm |
| Minimální mezery | 4,5Ø | 5,0Ø | 5,5Ø | 6,0Ø |
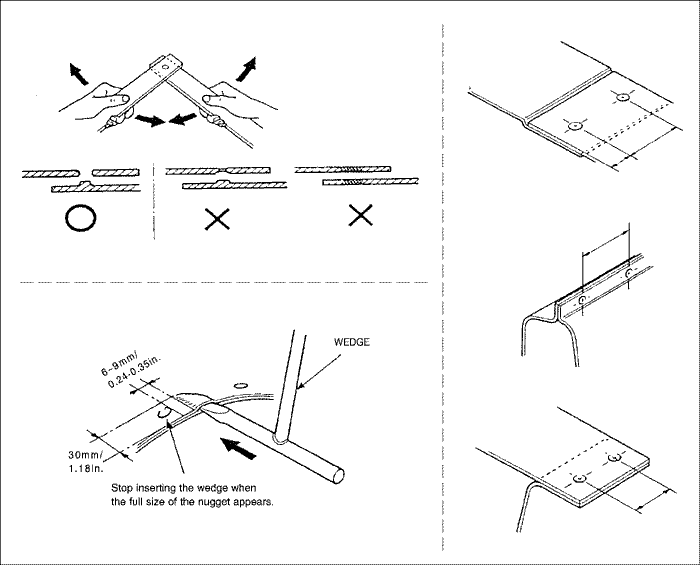
ZKOUŠKA PEVNOSTI SVARU
I když budete provádět svařování za splnění předepsaných podmínek, pevnost svarů se může značně lišit v závislosti na poklesech napětí a dalších faktorech. Kvalitu svaru lze vyhodnotit pouze za cenu zničení svařených prvků.
Opatřete si plech stejné tloušťky a proveďte destrukční zkoušku.
- Pokud se v plechu objeví otvory, znamená to, že svar má standardní pevnost.
- Zarazte klín mezi oba plechy v blízkosti svaru. Pokud se svařené plechy neoddělí a průměr svaru se zdá větší než 3 mm, svar by měl být v pořádku.
Poznámka: Je obtížné provádět bodové svařování za následujících okolností.
- Když nelze odstranit rez nebo nátěr ze svařovaných povrchů.
- Když nelze hrot bodové svářečky vložit do svařovaného dílu.
- Když lze vidět svařované povrchy zvenčí a svařování by narušilo vnější vzhled.
Ve všech těchto případech se doporučuje použít postup svařování plynem. Pokud však není možné provést bodové svařování vzhledem k prostorovým omezením, lze místo něj použít zátkové svařování obloukem. V takovém případě musí být svařované díly blízko sebe.
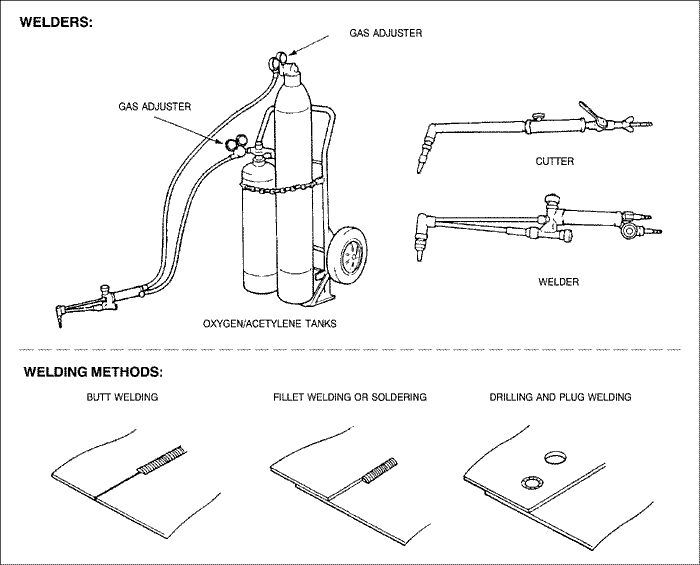
SVAŘOVÁNÍ PLYNEM
Svařování plynem je pro opravy karosérie nepostradatelné vzhledem k jeho širokému použití, pokud jde o spojování plechů karosérie, řezání materiálů tvořících karosérii a vyvíjení tepla pro tvarování plechů, a rovněž vzhledem ke snadné manipulaci s nástroji.
Avšak tato metoda vyžaduje zkušenost.
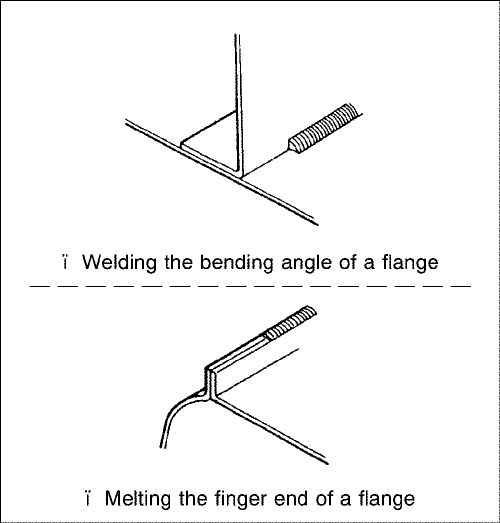
Poznámka: Níže je uveden příklad jak nemá být svařování plynem prováděno, vyhněte se takovýmto zásahům.
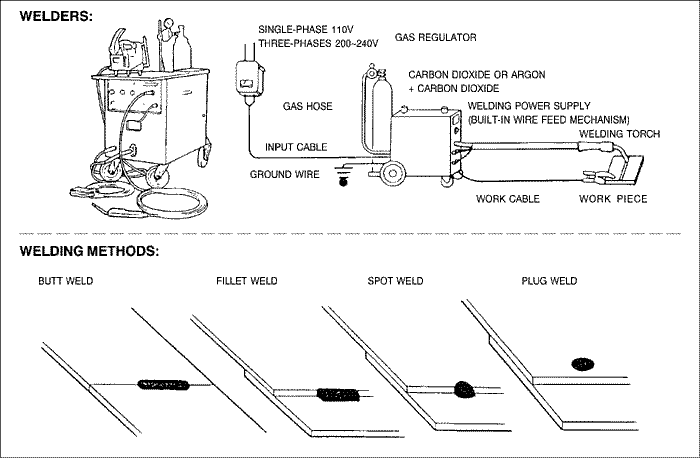
SVÁŘEČKA PRO OBLOUKOVÉ SVAŘOVÁNÍ CO2 (OBLOUKOVÉ SVAŘOVÁNÍ MIG)
Tento postup svařování používá jako ochranný plyn levný oxid uhličitý místo drahého inertního plynu. Jsou používány odtavné kovové elektrody. Má širokou řadu aplikací, včetně svařování tenkého plechu natupo, koutového svařování, zátkového svařování a bodového svařování MIG. Je rovněž vysoce stabilní, pokud jde o pevnost svaru.
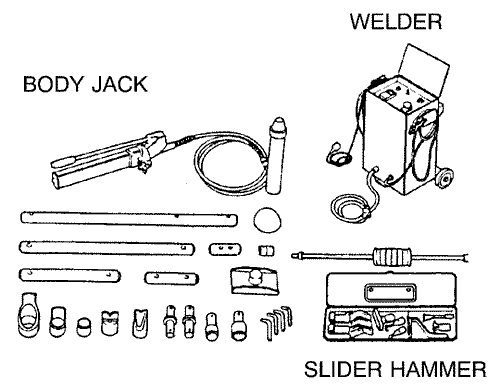
PŘÍPRAVKY PRO OPRAVU
| Položka | Práce | Použité prostředky a nářadí |
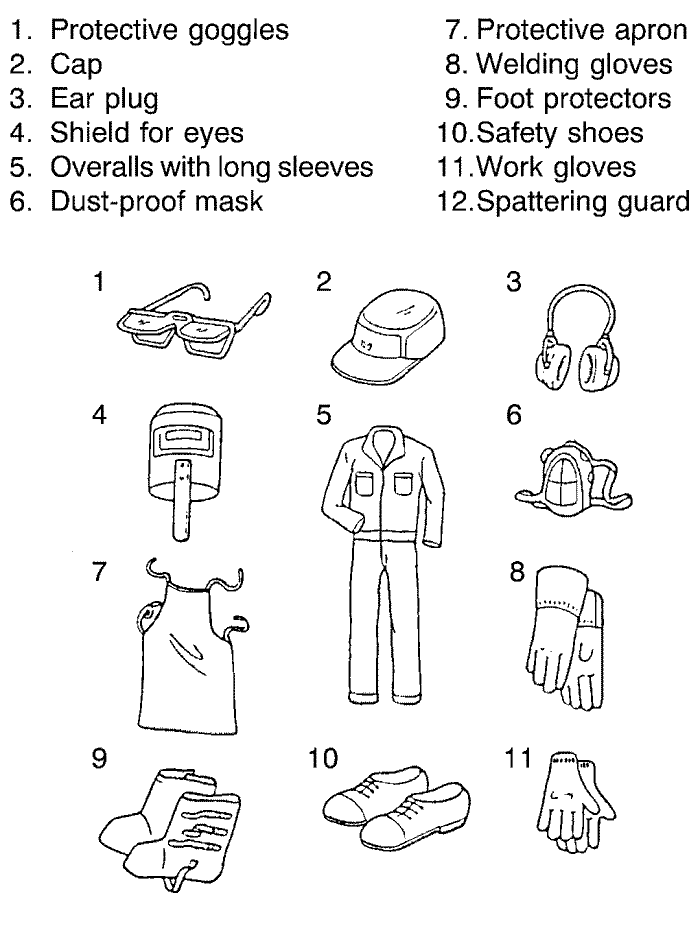
| Ochranné prostředky | Pracovník |
|
| Karosérie vozidla |
|
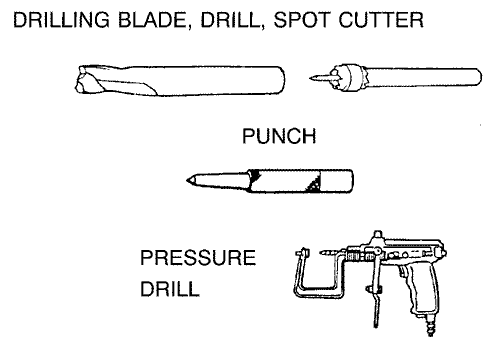
| Nářadí pro přípravu | Otvor záslepky vrtání |
|
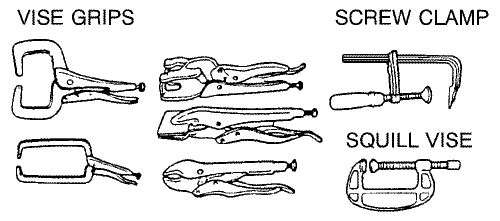
| Upevňovací přípravky | Upevnění základního kovu |
|
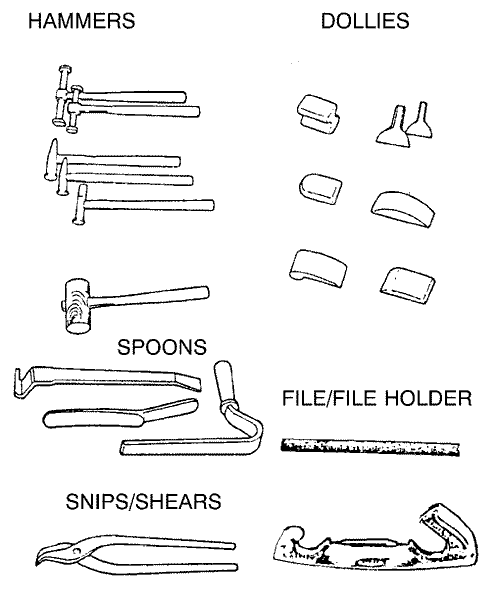
| Tvarovací přípravky | Tvarování plechů |
|
| Karosérie, tvarování rámu |
|
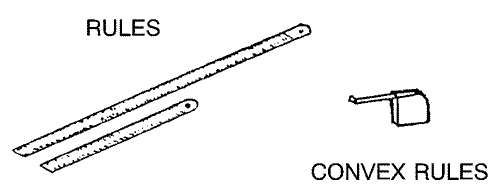
| Měřicí prostředky | Měření |
|
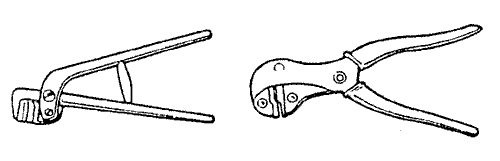
| Ohýbací přípravky | Příprava okrajů |
|
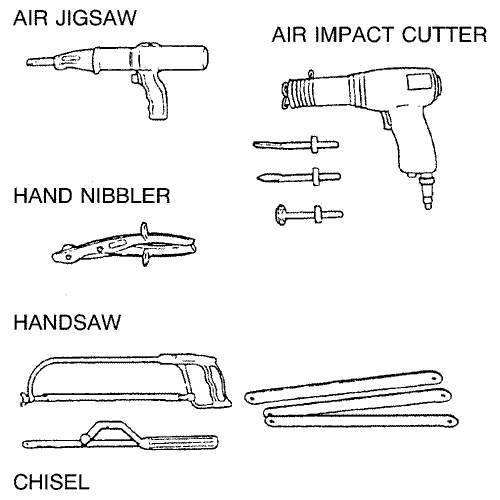
| Řezací nástroje | . |
|
| Brusné přípravky | Čištění |
|